缸筒法蘭激光熔覆修復操作流程
缸筒法蘭激光熔覆修復加工的操作流程通常包括以下幾個步驟:
1、前期準備:對缸筒法蘭進行清洗,去除油污、銹蝕等雜質;測量并記錄磨損情況,確定修復區域;設計熔覆層結構及材料配方。這一步是確保修復質量的基礎。
2、設備調試:選擇合適的激光熔覆設備,根據修復需求調整激光功率、光斑大小、送粉速率等參數。設備調試的準確性和穩定性直接影響到熔覆層的質量。
3、激光熔覆修復:將缸筒法蘭固定在夾具上,啟動激光熔覆設備進行修復作業。過程中需密切監控熔覆層質量,及時調整參數以確保修復效果。這一步驟需要的技術人員進行操作和監控。
4、激光熔覆修復后處理:熔覆完成后,對修復區域進行打磨、拋光等后處理,去除表面不平整及飛濺物;進行必要的熱處理以改善熔覆層的組織性能。后處理步驟對于提高修復部件的表面質量和性能至關重要。
隨著寬帶激光熔覆技術的不斷發展和完善,其市場規模也在持續增長。得益于國內企業技術的持續升級迭代,國內服務供應能力也持續增長,供需兩旺帶動了行業量價齊升。同時,國家政策的扶持以及應用市場的不斷擴大也為激光產業的發展提供了有力保障。然而,盡管寬帶激光熔覆技術具有諸多優勢,但在實際應用過程中仍面臨一些挑戰,如熔覆層的均勻性、熔覆材料與基材的結合強度等問題,需要進一步研究和解決。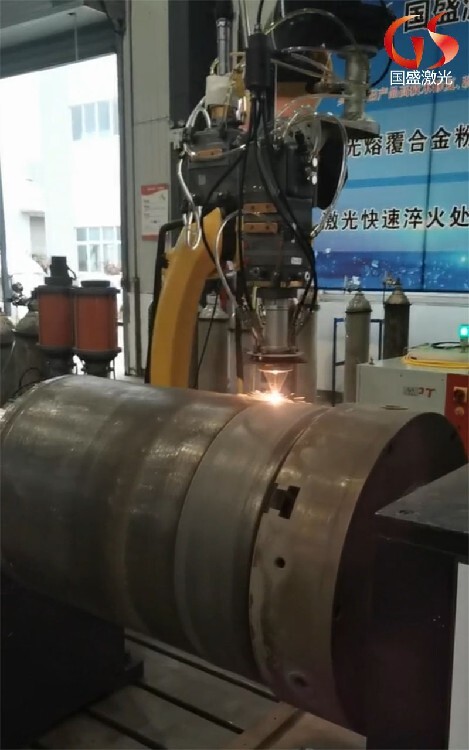
預熱處理
完成前期準備后,接下來就是預熱處理環節。預熱對于抽油桿激光熔覆修復加工有著重要意義,它就像運動員比賽前的熱身運動,能夠讓抽油桿更好地適應后續的加工過程。預熱的主要目的是降低熔覆過程中基體與熔覆層之間的溫度梯度,減少熱應力的產生,從而有效避免熔覆層出現裂紋、剝落等缺陷。
在實際操作中,有多種工具可以用于預熱,常見的有電阻加熱爐和火焰焊槍。電阻加熱爐通過電流通過電阻絲產生熱量,能夠較為地控制溫度,使抽油桿受熱均勻。火焰焊槍則利用可燃氣體燃燒產生的高溫火焰對抽油桿進行加熱,操作相對靈活,但溫度控制的精度相對較低。
預熱的溫度一般控制在 300℃ - 450℃之間,這個溫度范圍經過大量實踐驗證,能夠在降低熱應力的同時,避免因溫度過高導致基體組織發生過度變化。預熱的長度至少要達到 200mm,這樣可以確保熔覆起始端有足夠的熱緩沖區域,減少起始端的應力集中。預熱時間通常為 0.5h - 2h,具體時間會根據抽油桿的直徑、材質以及預熱工具的加熱功率等因素進行適當調整。例如,對于直徑較大的抽油桿,需要適當延長預熱時間,以其內部也能達到均勻的預熱溫度。











