Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
閆工鼓勵(lì)學(xué)員樹(shù)立堅(jiān)持、積極、樂(lè)觀的價(jià)值觀念,幫助學(xué)員實(shí)現(xiàn)自我激勵(lì)、自我管理和人際溝通,成為愛(ài)國(guó)愛(ài)家、自信果敢的時(shí)代人才。閆工秉承“實(shí)踐教育資源共享,推進(jìn)教育均衡化進(jìn)程”,精心打造并推出實(shí)操體驗(yàn)式培訓(xùn)與內(nèi)訓(xùn)課程為一體的課程套餐,全面性的提高學(xué)員的個(gè)人綜合素質(zhì)能力和團(tuán)隊(duì)協(xié)作能力。
按加工部位相對(duì)于對(duì)刀點(diǎn)的距離大小而言,在一般情況下,離對(duì)刀點(diǎn)近的部位先加工,離對(duì)刀點(diǎn)遠(yuǎn)的部位后加工,以便縮短刀具移動(dòng)距離,減少空行程時(shí)間。對(duì)于車削而言,先近后遠(yuǎn)還有利于保持胚件或半成品的剛性,改善其切削條件。
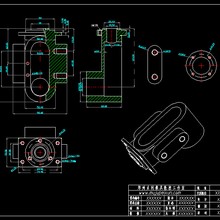
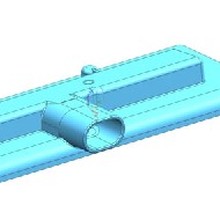
對(duì)于既有銑平面又有鏜孔的零件的加工中,可按先銑平面后鏜孔順序進(jìn)行。因?yàn)殂娖矫鏁r(shí)切削力較大,零件易發(fā)生變形,先銑面后鏜孔,使其有一段時(shí)間恢復(fù),待其恢復(fù)變形后再鏜孔,有利于孔的加工精度,其次,若先鏜孔后銑平面,孔口就會(huì)產(chǎn)生毛刺、飛邊,影響孔的裝配。
采用較新的高速刀具路徑時(shí),銑刀在轉(zhuǎn)角處發(fā)出的聲音與直線切削時(shí)并無(wú)二致。銑刀在切削過(guò)程中所發(fā)出的聲音都相同,表明其未受到大的熱沖擊和機(jī)械沖擊。銑刀在每次轉(zhuǎn)向或切入轉(zhuǎn)角時(shí)都發(fā)出尖嘯聲,則表明可能需要減小銑刀直徑尺寸,以減小吃刀角度。切削發(fā)出的聲音保持不變,表明銑刀承受的切削壓力均勻一致,并未隨著工件幾何形狀的變化而上下波動(dòng),這是因?yàn)槠涑缘督嵌仁冀K保持恒定。

數(shù)控編程培訓(xùn)上機(jī)實(shí)操,cnc數(shù)控編程培訓(xùn)
價(jià)格面議

平頂山數(shù)控編程培訓(xùn)聯(lián)系方式,UG建模培訓(xùn)
價(jià)格面議
駐馬店數(shù)控編程培訓(xùn)專業(yè)機(jī)構(gòu),車銑復(fù)合編程培訓(xùn)
價(jià)格面議
許昌數(shù)控編程培訓(xùn)聯(lián)系方式,cnc數(shù)控編程培訓(xùn)
價(jià)格面議
濮陽(yáng)數(shù)控編程培訓(xùn)滾動(dòng)開(kāi)班,UG建模培訓(xùn)
價(jià)格面議

開(kāi)封數(shù)控編程培訓(xùn)隨到隨學(xué),cnc數(shù)控編程培訓(xùn)
價(jià)格面議
