

閆工鼓勵學員樹立堅持、積極、樂觀的價值觀念,幫助學員實現自我激勵、自我管理和人際溝通,成為愛國愛家、自信果敢的時代人才。閆工秉承“實踐教育資源共享,推進教育均衡化進程”,精心打造并推出實操體驗式培訓與內訓課程為一體的課程套餐,全面性的提高學員的個人綜合素質能力和團隊協作能力。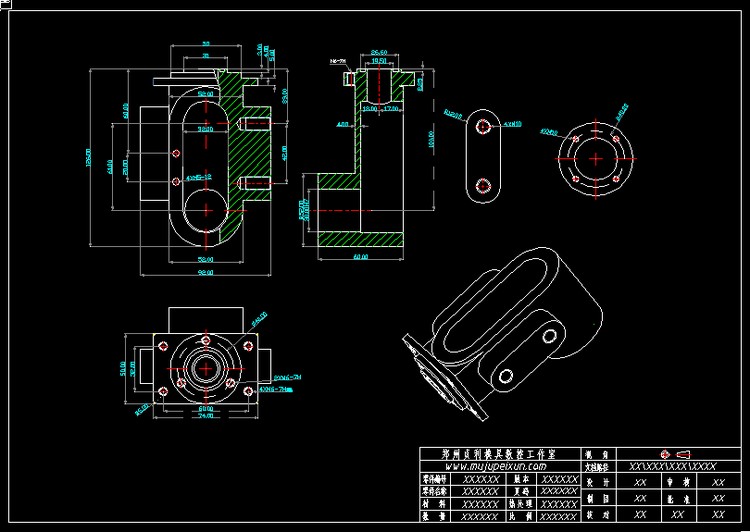
閆工文化
愿景:成為對社會、對個人更有價值、更有意義的機械行業培訓機構。
使命:為中國的機械行業培養更多的工匠人才。
核心價值觀:責任共同、利益共同、命運共同。
行為準則:傳道、授業、解惑。
教學目標:走出閆工課堂,從容走進工廠。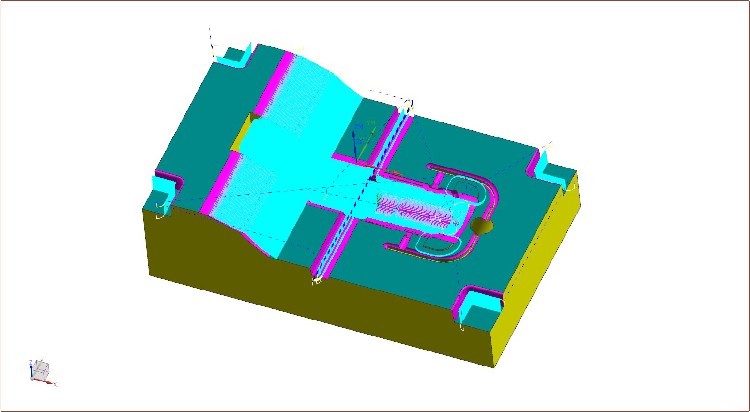
精加工時主要零件加工的精度和表面質量,故通常精加工時零件的終輪廓應由后一刀連續精加工而成。為加工質量,一般情況下,精加工余量以留0.2-0.6mm為宜,粗、精加工之間,好隔一段時間,以使粗加工后零件的變形得到充分恢復,再進行精加工,以提高零件的加工精度。
切削加工中,為了大限度地提高加工質量和重復精度,正確地選擇和確定合適的刀具,對于一些具有挑戰性的高難度加工,刀具的選擇尤其重要。
CAD/CAM 系統通過在高速擺線刀具路徑中控制吃刀弧長,而獲得的切削精度。當銑刀切入轉角或切入其它復雜幾何形狀時,吃刀量也不會增大。為了充分利用這種技術進步,刀具制造商設計開發了的小直徑銑刀。小直徑銑刀通過采用高速刀具路徑,能在單位時間內切除更多工件材料,獲得更高的金屬去除率。
在加工時,刀具與工件表面接觸過多,容易導致刀具很快失效,一種有效的經驗法則是:使用直徑約為工件窄部位尺寸1/2 的銑刀。當銑刀半徑小于工件窄部位尺寸時,刀具就有左右移動的空間,并能獲得小的吃刀角度。銑刀可以采用更多的切削刃和更高的進給率。此外,采用直徑為工件窄部位尺寸1/2 的銑刀時,可以保持較小的吃刀角度,且在刀具轉向時也不會增大。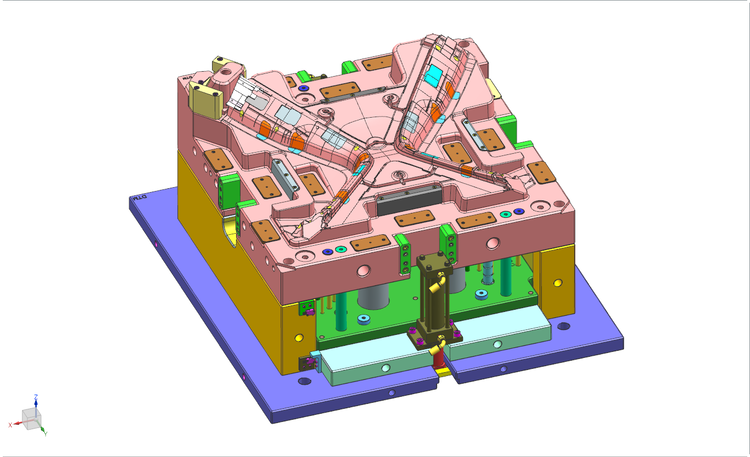
采用較新的高速刀具路徑時,銑刀在轉角處發出的聲音與直線切削時并無二致。銑刀在切削過程中所發出的聲音都相同,表明其未受到大的熱沖擊和機械沖擊。銑刀在每次轉向或切入轉角時都發出尖嘯聲,則表明可能需要減小銑刀直徑尺寸,以減小吃刀角度。切削發出的聲音保持不變,表明銑刀承受的切削壓力均勻一致,并未隨著工件幾何形狀的變化而上下波動,這是因為其吃刀角度始終保持恒定。

在銑削加工帶平肋板或直壁時,使用圓弧銑刀效果好。4-6 刃的圓弧銑刀尤其適合對帶直壁或非常開闊的部位進行仿形銑削。銑刀的刃數越多,可采用的進給率越大。不過,加工編程人員仍需盡可能減少刀具與工件的表面接觸,想學習UG編程可以加鑫佑數控模具培訓學院 領取學習資料和課程,并采用較小的徑向切寬。在剛性較差的機床上加工時,采用直徑較小的銑刀比較有利,小直徑銑刀可減少與工件的表面接觸。

濮陽大型的CNC數控編程培訓實行工廠加工工藝
面議
產品名:ug編程培訓,數控加工編程培訓,模具設計培訓,CAD畫圖培訓

CNC手機殼編程培訓有自己的數控加工中心
面議
產品名:ug編程培訓,模具設計培訓,cnc培訓,ug建模培訓

模具設計造型編程培訓閆工加工中心培訓老師授課
面議
產品名:ug畫圖培訓,ug建模培訓,CAD畫圖培訓,數控加工編程培訓
商丘閆工模具設計編程培訓中心,數控名師授課案例精講
面議
產品名:ug編程培訓,模具設計培訓,車銑復合編程培訓,模具加工培訓
開封加工中心操機學CNC數控編程培訓
面議
產品名:ug編程培訓,模具設計培訓,數控編程cnc,車銑復合編程
許昌UG模具編程模具設計培訓班面授課程
面議
產品名:許昌ug培訓,模具編培訓程,ug設計培訓,車銑加工編程培訓
焦作UG編程培訓班CAD模具設計培訓小班授課
面議
產品名:ug編程培訓,模具設計培訓,數控加工編程培訓,車銑復合編程培訓
安陽UG模具編程模具設計培訓班
面議
產品名:模具設計培訓,車銑復合編程培訓,數控加工編程培訓,CAD畫圖