滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.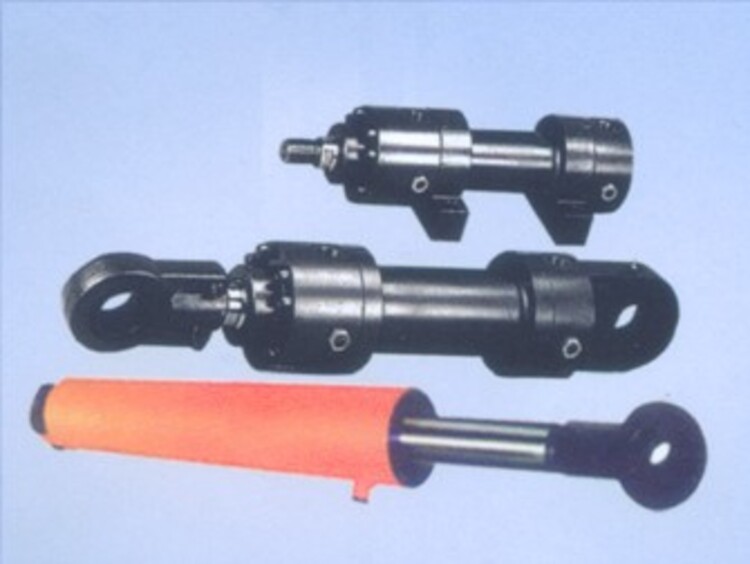
無切削加工技術安全、方便,能控制精度,幾大優點: 1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形消除,硬度提高HV≥4° 4、加工后有殘余應力層,提高疲勞強度提高30%。 5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
液壓缸在工作時會發生生產牽引力不足,又或者是速度下降的現象,很多人都不明白是什么原因導致這一系列事故發生,這個時候就要用心一一的排查,找出問題所在。
1)活塞配合間隙過大或密封裝置損壞,造成內泄漏。應減小配合間隙,更換密封件。
2)活塞配合間隙過小,密封過緊,增大運動阻力。應增大配合間隙,調整密封件的松緊度。
3)活塞桿彎曲,引起劇烈磨擦。應校直活塞桿。
4)液壓缸內油液溫升太高、粘度下降,使泄漏增加;或是由于雜質過多,卡死活塞和活塞桿。應采取散熱降溫等措施,更換油液。
5)缸筒拉傷,造成內泄漏。應更換缸筒。
6)由于經常用工作行程的某一段,造成液壓缸內徑直線性不良(局部有腰鼓形),致使液壓缸的高、低壓油互通。應鏜磨修復液壓缸內徑,單配活塞。