保養以延長其使用壽命和工作效率。
1.經常檢查地腳螺栓,不得有松動、脫落和折斷。
2.每天檢查減速機箱體,軸承處溫度不能超過允許溫度。
當溫度超過室溫40℃時,應檢查軸承是否損壞,是否安裝不當或缺少潤滑油脂,負荷時間是否過長,運行有無卡滯現象等。
3.檢查潤滑部位
。鋼絲繩電動葫蘆初期使用時,每三個月換一次潤滑油,并清洗箱體,去除金屬屑,以后半年至一年換一次,潤滑油不得泄漏,根據潤滑油的清潔程度,但油量要適中。
4.注意齒輪嚙合聲響。
噪聲過高或或有異常撞擊聲時,要開箱檢查軸和齒輪有無損壞。正常狀態下其響聲均勻輕快,噪聲不超過85dB(A)。
5.用磁力或超聲波探傷儀檢查減速機軸,發現裂紋應及時更換。
6.門式起重機電動葫蘆殼體不得有變形、開裂現象。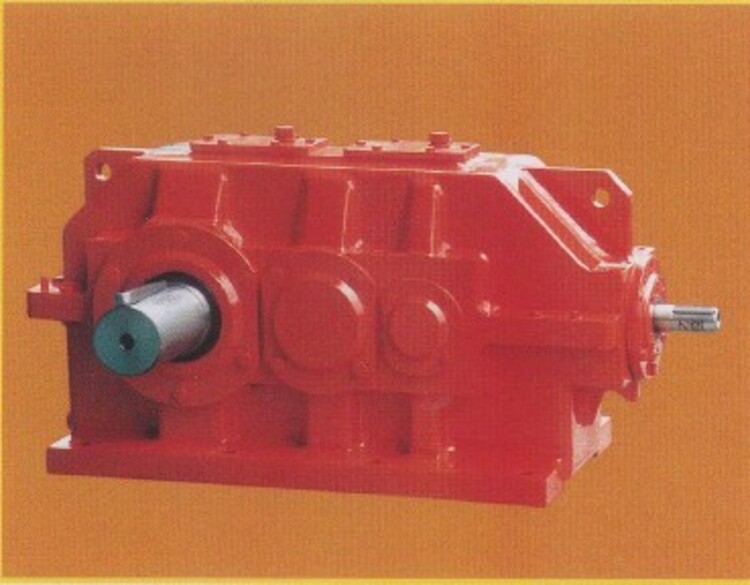
減速器附件
? ? ? ? 為了減速器的正常工作,除了對齒輪、軸、軸承組合和箱體的結構設計給予足夠的重視外,還應考慮到為減速器潤滑油池注油、排油、檢查油面高度、加工及拆裝檢修時箱蓋與箱座的定位、吊裝等輔助零件和部件的合理選擇和設計。
? ? ? ?減速器的種類繁多,按照傳動類型可分為齒輪減速器、蝸桿減速器和行星齒輪減速器;按照傳動級數不同可分為單級和多級減速器;按照齒輪形狀可分為圓柱齒輪減速器、圓錐齒輪減速器和圓錐-圓柱齒輪減速器;按照傳動的布置形式又可分為展開式、分流式和同軸式減速器。
由于采用了硬齒面齒輪和設計制造技術的不斷提高,傳遞同樣的功率和減速比,減速器的尺寸不斷減小,所以散熱問題越來越,應該參考齒輪熱功率計算技術文件。
對于減速器結構設計,本書提醒要注意以下問題:
1)減速器總體設計和選型。
2)非標準減速器合理設計。
3)減速器箱體設計。
4)減速器潤滑和散熱。
熱前滾齒
由于成本原因,較小模數工件用整體滾刀加工,材質一般為帶涂層的高速鋼或者粉末冶金,頭數為 1-3,在刀具使用竄刀完畢后,需要進行修磨,并返回的廠家重新進行涂層,整體硬質合金的滾刀因為性價比較低,使用較少;較大模數的齒輪由于滾刀體太大,成本太高,一般都設計為鑲刀片滾刀,這樣的滾刀需要定期檢查每一個刀片的磨損程度,并將已磨損或崩刃的刀片換掉;對于特大模數齒輪(一般為 M>22),一般都用齒輪銑刀加工。
滾齒作為粗加工工序,國內的生產廠家如南京第二機床廠,秦川機床廠的滾齒機都可以達到 7-8 級的加工精度。歐洲的滾齒機生產廠家如 Pfauter、Liebherr 等,其機床的滾齒精度可以達到 6-7 級,并且在加工穩定性及壽命方面有較大優勢。隨著機械行業自動化程度的提高,自動上下料傳送帶以及多工位上下料系統也被應用于滾齒工序,配合的自動漲緊夾具。使機床更換工件的時間將至低,實現了加工-去毛刺-倒角同時進行。更大的增加了機床的使用效率。
展成磨?
為展成法加工,與滾齒原理相似。瑞士 Reishauer 公司先發明并將其應用,磨削過程中,由于砂輪與被磨削的齒部連續嚙合,從而展成齒部的漸開線形狀,并且在磨削過程中無中斷,所以其加工效率很高。實際加工中,由于砂輪尺寸原因,展成磨適用于加工較小模數齒輪(一般為 M<=12)。
磨削過程中,可使用氧化鋁材質的砂輪,需要根據設定好的磨損壽命長度及串刀方式加工,較為優化的串刀方式為,粗磨過程中對角線竄刀,即在磨削過程中竄刀,以砂輪的不斷更新來達到高的材料去除效率;在精磨過程中為步進竄刀,用砂輪的同一位置磨削以達到齒面質量的穩定性。對單一品種齒輪的大批量生產,也可以使用 CBN 蝸桿砂輪,可以更大的提高磨削效率,但是成本相應較高。
展成磨對機床的精度及穩定性有較高的要求,目前的機床公司有瑞士的 Reishauer,德國的 Liebherr,加工齒輪精度可以達到 4-5 級甚至更高,國內較為的廠家為秦川機床廠,加工精度可以達到 5-6 級。并且這些機床都具備了配套自動上下料系統的能力,并廣泛應用于汽車制造行業和小型減速機制造行業,使硬齒面 齒輪的精加工效率得到很大提升。
成型磨?
砂輪被金剛輪修整成與齒形相同的形狀,逐個齒進行磨削。這種生產方式較為柔性,在更換齒輪型號時,只需要將砂輪修整為與其對應的形狀即可。整個修整與加工過程由預設的 CNC 軸進行控制。這項加工技術在國際上比較的公司有 Gleason、Hoefler 等, 其生產的成型磨機床加工精度可以達到 3 級,而且由于整個齒面的形狀是由成型的砂輪一次連續磨削而成,所以整個齒面粗糙度可以達到 Ra0.4-Ra0.8。
在實際生產過程中,太高的表面質量要求,以及高的磨削進給量,都會產生更高的燒傷風險。不同的企業也都采取更為精細化的磨削參數進行加工,來保持成本優勢。隨著科技的進步,一些新的工藝也正在出現來滿足市場需求,比如在成型模后進行超精磨,這樣工件的表面光潔度可以達到 Ra0.2;或者用雙磨頭加工,其中一個磨頭用于粗磨,另一個磨頭安裝特殊的砂輪用于精磨,來達到效率和質量的雙贏。
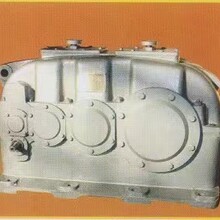
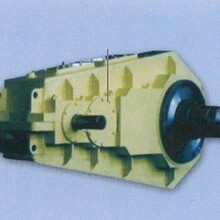
硬齒面減速機是一種相對精密的機械,使用它的目的是降低轉速,增加轉矩,適用于高速軸轉速不大于1500轉/分,齒輪傳動圓周速度不大于20米/秒,工作環境溫度為-40℃—45℃的環境中。
硬齒面減速機的齒輪采用高強度低碳合金鋼經滲碳淬火而成,齒面硬度高,齒輪均采用數控磨齒工藝,精度高,接觸性好,傳動,運轉平穩,噪音低;體積小、重量輕、使用壽命長、承載能力高;易于拆檢,易于安裝。
1、中心距、中心高、傳動比均采用數系的數。
2、齒輪參數、結構經過計算機優化設計。
3、齒輪采用高強度低碳合金鋼經滲碳淬火磨齒。齒面硬度高,齒輪精度達國際標準6級。
4、傳動、噪聲低、承載能力達90年代世界水平。
減速器的級傳動為格里森制弧齒錐齒輪,第二、第三級傳動則為漸開線圓柱斜齒輪。
減速器的潤滑:一般情況下,減速器的齒輪和軸承采用油池飛濺潤滑,自然冷卻。只有當減速器工作平衡溫度超過規定值,或承載功率超過熱功率PG1時,方采用循環潤滑,或采用加冷卻管的油池潤滑。