


熱前滾齒
由于成本原因,較小模數(shù)工件用整體滾刀加工,材質(zhì)一般為帶涂層的高速鋼或者粉末冶金,頭數(shù)為 1-3,在刀具使用竄刀完畢后,需要進行修磨,并返回的廠家重新進行涂層,整體硬質(zhì)合金的滾刀因為性價比較低,使用較少;較大模數(shù)的齒輪由于滾刀體太大,成本太高,一般都設計為鑲刀片滾刀,這樣的滾刀需要定期檢查每一個刀片的磨損程度,并將已磨損或崩刃的刀片換掉;對于特大模數(shù)齒輪(一般為 M>22),一般都用齒輪銑刀加工。
滾齒作為粗加工工序,國內(nèi)的生產(chǎn)廠家如南京第二機床廠,秦川機床廠的滾齒機都可以達到 7-8 級的加工精度。歐洲的滾齒機生產(chǎn)廠家如 Pfauter、Liebherr 等,其機床的滾齒精度可以達到 6-7 級,并且在加工穩(wěn)定性及壽命方面有較大優(yōu)勢。隨著機械行業(yè)自動化程度的提高,自動上下料傳送帶以及多工位上下料系統(tǒng)也被應用于滾齒工序,配合的自動漲緊夾具。使機床更換工件的時間將至低,實現(xiàn)了加工-去毛刺-倒角同時進行。更大的增加了機床的使用效率。
對于硬齒面齒輪的加工,主要技術方向為:
(1)滾刀材質(zhì)和涂層技術
,可提高滾齒的效率和機床利用率。
(2)砂輪技術,
隨著微控制技術的進步,砂輪的磨料排列方式及形狀將更為可控,更為優(yōu)化的砂輪將實現(xiàn)更高的磨削效率與更高的工件質(zhì)量。
(3)加工智能化,
機床在自動抓取工件的基礎上,對工件進行辨認和識別,對有質(zhì)量問題的工件進行預先判定。
(4)綠色加工,
機床的能源利用效率將會更高;油氣分離技術將降低機床對空氣的污染;新的干切技術,也會大量降低油品的使用量,使加工過程更為環(huán)保。
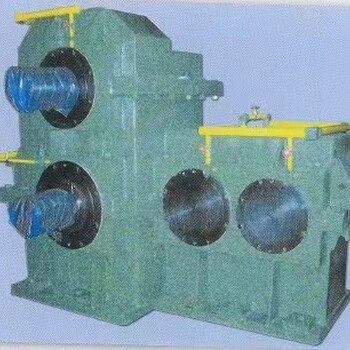
硬齒面減速機采用了斜齒輪傳動,在閉式嚙合時效率為0.95--0.98,理論大傳遞功率《50000kw;速度v/(m/s) < =130;對于二次包絡蝸輪付,在加工精度較高、潤滑情況良好的情況下,其傳動只能達到0.95,但在一般的蝸桿傳動中,其效率一般范圍是0.70-0.92。由于受發(fā)熱限制,大傳遞功率Pi(kw)=750,但通常《50 kw。高速、大規(guī)格拉絲機已經(jīng)成為了市場的主流,其中大功率的電機在大規(guī)格拉絲機上的應用相當普遍,采用傳動的硬齒面齒輪傳動形式,會給用戶帶來較好的經(jīng)濟效益,有良好的市場預期。
閘北KZA唐冶減速機批發(fā)價
面議
產(chǎn)品名:減速機
長寧電廠空預器唐冶減速機多少錢
面議
產(chǎn)品名:減速機
江蘇KZN唐冶減速機批發(fā)價
面議
產(chǎn)品名:減速機
安徽SYHX560唐冶減速機報價
面議
產(chǎn)品名:減速機

安徽黃化機唐冶減速機生產(chǎn)廠家
面議
產(chǎn)品名:減速機
江西KZN唐冶減速機速比表
面議
產(chǎn)品名:減速機
普陀KZN唐冶減速機廠家
面議
產(chǎn)品名:減速機
長寧KVAL系列空預器唐冶減速機速比表
面議
產(chǎn)品名:減速機