油缸壓頭上的兩根鋼制的連接桿與夾緊桿相連接,能使夾緊桿擺動。這種連接桿是特殊的機構,它能工作負荷作用于連接桿的端部而不在軸銷上。這樣,大直徑油缸的所有壓力作用于連桿上。當油缸壓頭向前推動時,夾緊桿把鋼材夾住。然后,整個夾緊杠桿組和滑架推向前移。彎制時從油缸壓頭來的推力作用于肋骨上。如此安排的夾緊桿,使夾具作用于肋骨面的壓力是相同的。
夾爪—彎制時兩對堅固的夾爪將肋骨牢固地夾住。夾爪作用在肋骨上的力較小,以防肋骨受損傷,但是它仍有足夠能力防止肋骨彈出。夾爪之間有一水平的舌頭,用以頂住肋骨。在舌頭的后面有一墊塊,以限制夾爪的移動距離和防止肋骨受力過大。整個夾爪機構是可以轉動的,以適應各種肋骨彎曲度。滾柱是夾爪機構的一個部件,用以支持、肋骨處于正確的高度,并幫助移動肋骨。手動螺桿可以垂直調整滾柱的高度,以適應不同尺寸的肋骨。用一水平螺桿可把夾爪組移進移出以變動彎曲中心。這種移動是用電動機進行的,每一組夾爪可單調整。有一刻度指示彎曲中心距。
有芯彎管的工作原理如圖2所示,具有半圓形凹槽的彎管模1,由電動機經過減速裝置帶動旋轉,管子4置于彎管模盤上用夾塊2壓緊,壓緊導輪3用來壓緊管子的表面,芯軸5利用芯軸桿6插人管子的內孔中,它位于彎管模的中心線位置。
無芯彎管是在彎管機上利用反變形法來控制管子斷面的變形,它使管子在進人彎曲變形區前,預先給以一定量的反向變形而使管子外側向外凸出,用以抵消或減少管子在彎曲時斷面的變形,從而彎管的質量。 圖3所示為無芯彎管的工作原理,管子5置于彎管模1與反變形滾輪3之間,用夾塊2壓緊于彎管模上。當彎管模由電動機帶動旋轉時,管子發生彎曲。反變形滾輪使管子5壓緊產生反變形,導向輪4的凹槽為半圓形,只起引導管子進入彎管模的作用。
冷彎型材的次公開報導是1855年美國紐約修建辦公大樓時用了鉚接工字梁。連續輥彎成型機組1910年始建于美國,此后冷彎型材生產則大力發展起來。與熱軋型材比,冷彎型材尺寸、外表光潔、具有熱軋無法生產的異形斷面形狀、相同重量下抗彎和抗扭性能好,因而使用冷彎型材能節約金屬30%以上。此外生產方式簡單,設備投資不大。故冷彎型材生產不斷得到發展。一般產鋼國家冷彎型材占軋材總量的2%~4%(高達5%)。
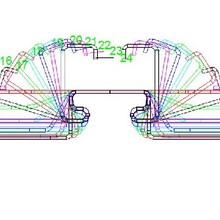
常用的是低碳鋼、鋁、銅等板帶材,此外還有不銹鋼、鈦金屬、復合金屬的板帶。碳鋼板帶厚度為0.15~3.2mm,熱軋板帶厚度為1.2~25.4mm。鋁板帶厚度為0.13~25.4mm。據報道,不少國家已能生產厚達32mm的冷彎型鋼。原料寬度根據成品的斷面展開長度確定,由縱剪機剪成板帶材進入成型機組,由一對相對轉動的成形輥依次彎曲成所要求的成品形狀,如圖1所示;板料的成形過程如圖2所示。