





關鍵詞 |
湖北直螺紋鋼筋套絲機,直螺紋鋼筋套絲機 |
面向地區 |
全國 |
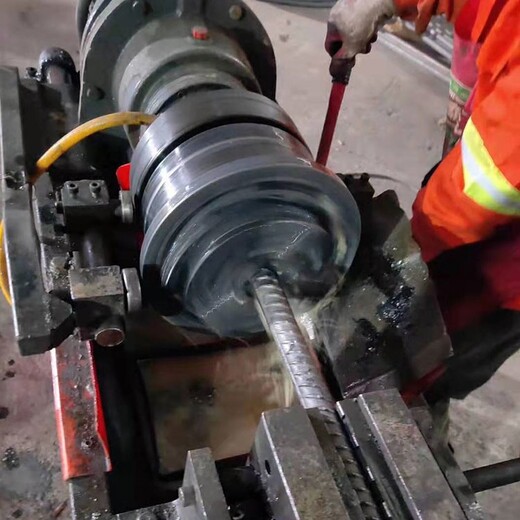
直螺紋鋼筋套絲機操作過程
1.接通電源,打開冷卻水閥門,按下正轉起動按鈕,即可轉動進給手柄,向工件方向進給實現切削,當剝肋長度達到要求時,剝肋刀自動張開,轉動手柄繼續進給,即可實現滾軋螺紋,當滾絲輪與鋼筋接觸時一定要用力,并使主軸旋轉一周。軸向進給一個螺距長度,當進給到一定程度后,即可實現自動進給,直到整個滾軋過程完成后自動停車,按下反轉起動按鈕,即可實現自動退刀。
2.當自動退刀結束后順時針轉動進給手柄,將滾軋頭退回到初始位置,此時剝肋刀自動復位。卸下加工完成的工件即可。
3.用環規檢查螺紋長度,誤差在范圍內為合格;同時用螺紋通止規檢查絲頭尺寸,通規能旋入,止規不能旋入或不能完全旋入為合格。
4.滾軋反絲時,先將滾軋頭中的滾絲輪任意兩個互換位置;再將行程開關壓塊前后互換位置,并行程不變。
5.滾軋反絲時,按下正轉起動按鈕,轉動進給手柄向工件方向進給實現切削,當剝肋長度達到要求時,剝肋刀自動張開,停止進給,此時按下停止按鈕停車后,按下反轉按鈕,滾軋頭反向旋轉,操縱手柄繼續進給,即可滾軋反扣螺紋,當滾絲輪與鋼筋接觸時,一定要用力,并使主軸轉一周,軸向進給一個螺距長度,當進給到一定程度后,即可實現自動進給,直到整個滾軋過程完成后自動停車。按下正轉起動按鈕,即可實現自動退刀。
滾絲輪與加工直徑相適應后,將與鋼筋相適應的對刀棒插入滾軋頭中心,調整滾絲輪使之與對刀棒相接觸,抽出對刀棒,擰緊螺釘,壓緊齒圈,使之不得移動。
對于固定定位盤的設備根據所加工鋼筋直徑,調換與加工直徑相適應的定位盤(定位盤上打印有加工直徑)。對于可調整定位盤的設備按定位盤刻度調整到相應的刻度,當剝肋刀磨損時還需要進行微調。
1、概述:全自動螺紋套絲機HH40型采用PLC控制單元實現全自動控制,能一鍵完成鋼筋套絲工作整個過程。
2、電氣特性:輸入電源三相四線制(有零線),輸出控制器電壓220VAC,輸入方式形成開關(DC12V)。
3、操作說明:按下啟動按鈕以后,夾持電磁閥開啟,電動啟動,之后前進磁閥開啟,系統開始工作。整個工作過程無須要人干預,便可自動完成剝肋,套正絲/反絲,退刀,歸位等整個過程。
4、自動鋼筋滾絲機常見故障排除(1)現象:動作不正常或者在某個位置不工作。排除方法:A檢查起點,中點,終點行程開關閉合時,控制器上對應的指示燈亮,行程開關斷開時,指示燈熄滅。B檢查控制器上的正轉,反轉指示燈和交流的吸合狀態是否一致。當交流接觸器吸合時,對應的指示燈應該亮。
(2)反轉接觸器頻繁的自吸合后又釋放。
海匯---全稱為邢臺海匯機床有限責任公司,多年來服務研發,生產鋼筋加工設備,制造與營銷服務。公司主要產品全自動鋼筋彎箍機,板筋彎箍一體機,鋼筋籠滾籠機,立式鋼筋彎曲中心,螺旋筋成型機,高速鋼筋調直機等鋼筋加工設備。
全國直螺紋鋼筋套絲機熱銷信息
















