關鍵詞 |
杭州供應信號燈,信號燈廠家,杭州信號燈,新款信號燈 |
面向地區 |
全國 |
把交通系統作為一個不確定系統,能夠連續測量其狀態,如車流量、停車次數、延誤時間、排隊長度等,逐漸了解和掌握對象,把他們與希望的動態特性進行比較,并利用差值以改變系統的可調參數或產生一個控制,從而不論環境如何變化,均可使控制效果達到優或次優控制的一種控制方式。
人行橫道信號燈表示:
(一)綠燈亮時,準許行人通過人行橫道;
(二)紅燈亮時,禁止行人進入人行橫道,但是已經進入人行橫道的,可以繼續通過或者在道路中心線處停留等候。
車道信號燈表示:
(一)綠色箭頭燈亮時,準許本車道車輛按指示方向通行;
(二)紅色叉形燈或者箭頭燈亮時,禁止本車道車輛通行。
方向指示信號燈的箭頭方向向左、向上、向右分別表示左轉、直行、右轉。
閃光警告信號燈為持續閃爍的黃燈,提示車輛、行人通行時注意瞭望,確認安全后通過。
道路與鐵路平面交叉道口有兩個紅燈交替閃爍或者一個紅燈亮時,表示禁止車輛、行人通行;紅燈熄滅時,表示允許車輛、行人通行。
信號燈規則
條 為加強城市交通管理,便利交通運輸,維護交通安全,以適應國家經濟建設的需要,制定本規則。
第二條 機關、、團體、企業、學校的人員、車輛駕駛員、市民以及臨時來往城市的一切人員,都遵守本規則并聽從交通民警的指揮。
第三條 機關、、團體、企業、學校等部門的車輛管理人員和乘車人員,不準迫使、縱容駕駛人員違犯本規則。
第四條 遇到本規則沒有規定的情況,車輛、行人在不妨礙交通安全的原則下通行。
第五條 駕駛車輛,趕、騎牲畜,都在道路的右邊行進。
第六條 沒有經過當地的同意,不準占用人行道、車行道或進行其他妨礙交通的活動。
第七條 鐵道與街道交叉的路口,安裝護欄等安全設施。
信號燈桿生產工藝流程
卷板開平--原材料檢驗無問題入庫--出庫--卷桿車間--裁剪下料--模壓卷桿--砂紙打磨除銹--埋弧焊接--補焊打磨--整桿--相貫線切割下料(開門、開孔、斷料、齊頭)--平板激光下料--焊接制作(上工裝、打樣)--焊接方法:氣保焊、氬弧焊、激光焊、電焊)--焊接工藝:外焊、內焊、點焊、分段焊、滿焊、鉚釘焊--打磨--熱鍍鋅--噴塑--整桿--攻絲--打膩子--機械打磨--人工打磨 --粗磨 --精磨--噴涂--烘烤--出爐--檢查--修復--檢查--組裝--檢查--包裝 (普通氣泡袋+毛氈包裝+法蘭膠條+無紡布+包裝薄膜、打木架、木托、裝車、發貨清單、到貨簽收)
泰耀照明預埋件的制作
采用Q235圓鋼根據燈桿的高度、燈型計算預埋件尺寸下料(圓鋼的長度 、直徑)然后車牙(絲牙長度一般是6-10公分)
箍筋:一般是采用直徑6-10mm的圓鋼制作(根據預埋件的高度,分為2-3層)
面板:根據實際情況而定厚度采用3mm以上的鋼板制作
彎鉤:預埋件下口一般打往外的彎鉤,彎鉤的弧度一般不低于120度 長度在10公分以內
鍍鋅;根據客戶需求一般冷鍍比較多,熱鍍會損害絲牙
泰耀照明板材整卷、開平、管材
開平是指燈桿制作前的原材料,一般是卷板,經過開平設備進行開平成長方形板材(長寬根據不同的桿形要求進行下料)
開平時需要盡量保持板材的相對平整,不可有波浪形態出現,板材厚度要達標,大誤差不大于國標規定厚度的15絲,如4mm厚,國家規定不得低于3.85mm
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內,每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質問題都會導致焊縫不美觀、不光潔,氣孔、焊渣較多的現象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質量要好,煜工師傅要對不同厚度板材進行調整電流 電壓以及焊速。
精工下料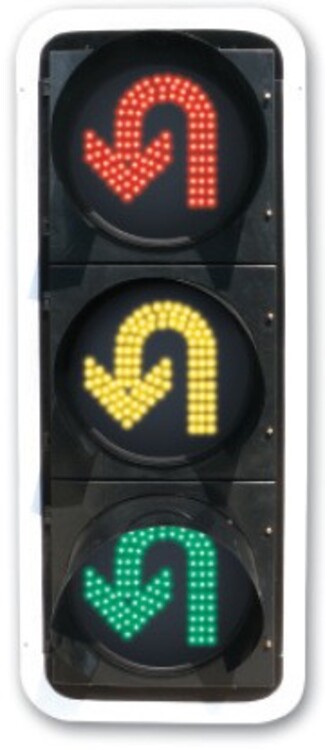
泰耀照明電焊:電焊是指利用電能,通過加熱或加壓,或兩者并用,并且用或不用填充材料,使焊件達到原子結合的焊接方法。用于電焊的加工設備叫電焊機,采用焊條焊接,對焊工技術要求較高,不容易掌握。焊接水平高(如魚鱗焊),無需打磨處理。
泰耀照明通常使用的焊接工藝有打坡口焊接,陰焊(內焊)、陽焊(外焊)、鉚釘焊、套焊、撞焊、拼焊、分段焊、均勻焊、點焊、滿焊。
交通指揮燈是非裔美國人加萊特摩根在1923年發明的。此前,鐵路交通已經使用自動轉換的燈光信號有一段時間了。但是由于火車是按固定的時刻表以單列方式運行的,而且火車要停下來不是很容易,因此鐵路上使用的信號只有一種命令:通行。公路交通的紅綠燈則不一樣,它的職責在很大程度上是要告訴汽車司機把車輛停下來。