






產品別名 |
大回旋刀片,分切機刀片廠家,合金圓刀片廠家供應,大回旋切紙機刀片 |
面向地區 |
全國 |
圓盤刀片加工過程中,當砂輪告急使用或砂輪尺寸不契合磨削要求時,砂輪尺寸需要校正,那往往是消費中的一個大問題。圓盤刀片出于某些客不雅本因,大大都造制商使用傳統的刀碗停止車削。正在車削過程中,砂輪的運轉速渡過高,砂輪上的多余余量被擠出。然而,由于砂輪驅動刀碗高速運轉,加工過程中的塵埃和樂音大,招致加工效率低,勞動強度高,刀碗磨損快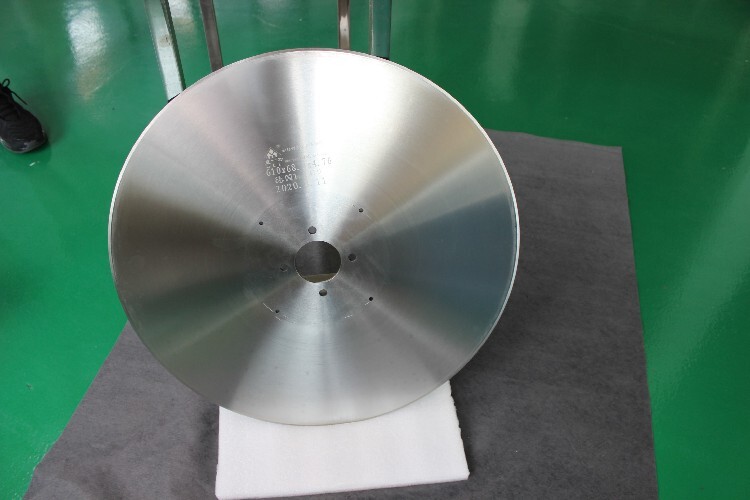
刀片光整的步驟是:
1. 認為刀片已磨好(不見火花),這時不必給進給量,讓磨刀機自行往復幾個行程,行程多少視刀片的長短而定,短則少行程。
2. 從磨刀機上取下刀片用油石進行手工修研可獲得的鋒利刃口。其做法是用浸過油的油石輕輕的除去刃口上由磨刀機產生的微小毛刺,將油石 緊貼在前刀面上旋轉移動油石至刀片全長。
3. 用同樣的方法移動油石至刀片全長精磨后刀面,但將油石略傾一角度,以不大于1°為宜按上述方法刃磨后,一片理想的刀片才算完成。
分切機刀片雖小,但安排專人對其進行平常的維護,與保管而對于操作者熟知機床的結構、性能。嚴禁超負荷使用圓刀片,不得剪切淬火鋼料和硬質鋼、高速鋼、合金鋼、鑄件及非金屬材料。
操作注意事項:
1、刀片刃口應保持鋒利,刃口鈍或損壞,應及時磨修或調換。多人操作時應有專人指揮,配合要協調。分切圓刀片上禁止同時剪切兩種不同規格的材料,不準重疊剪切。
2、剪切入料時禁止把手促進壓板下面操作,剪短料時應另用鐵板壓住,剪料時手指離開刀口至少200毫米。用撬捧對線后,應立即將撬捧退出方可剪切,如鐵板有走動,應用木枕塞牢,以免壓腳下來后撬捧彈出傷人。
3、分切機刀片剪好的工件放置平穩,不要堆放過高,不準堆放在過道上。邊角余料及廢料要及時清理,保持場地整潔。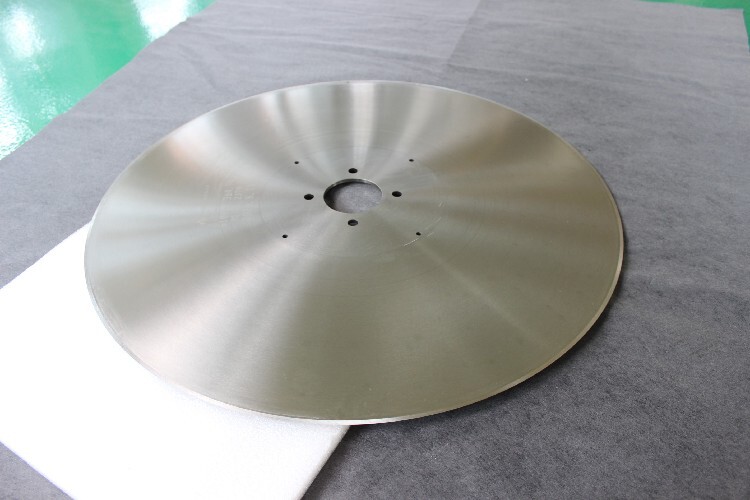
大回旋刀片特點:刃口鋒利、硬度高、韌性好、使用壽命長適用行業︰主要用于面巾紙、壓花卷紙、卷簡紙類生活用紙的切割
日常使用應該需要注意:
1、避免在潮濕或灰塵多的環境中使用;
2、刀口鈍后,可以使用又石修磨;
3、要是碰到切口不齊可以調整刀具的壓力;
4、禁止切任何高硬度和金屬材料,以免崩壞刀口;
5、對于切柔軟的紙樣可先平鋪夾在兩張襯紙襯紙在紙張中間再切取。
最近來訪記錄
