關鍵詞 |
天津土工防滲膜,青海新型聚乙烯土工膜供應商,廣西聚乙烯土工膜廠家,土工防滲膜廠家 |
面向地區 |
全國 |
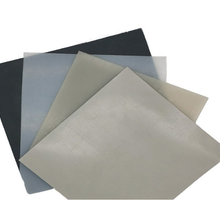
防滲膜,標準名稱為聚乙烯土工膜,主要是乳白色半透明至不透明的熱塑性樹脂材料-聚乙烯樹脂制作而成。聚乙烯是高分子聚合物,是、無味、無臭的白色顆粒,熔點約為110℃-130℃,相對密度0.918—0.965;防滲膜具有良好的耐熱性和耐寒性。化學穩定性好,具有較高的剛性和韌性,機械強度好,耐環境應力開裂與耐撕裂強度性能好,隨著密度的上升,機械性能和阻隔性能會相應提高,耐熱,和抗拉強度也更高;可耐酸、堿、有機溶劑等腐蝕。
防滲膜是以pe膜作為基材,與土工布復合而成的防滲材料,它的防滲性能主要取決于pe膜。東方防滲膜應用的pe膜,主要有聚氯乙烯和聚乙烯、EVA(乙烯/醋酸乙烯共聚物),它們是一種高分子化學柔性材料,比重較小,延伸性較強,適應變形能力高,耐腐蝕,耐低溫,抗凍性能好。其主要機理是以塑料薄膜的不透水性隔斷土壩漏水通道,以其較大的抗拉強度和延伸率承受水壓和適應壩體變形。
防滲膜是八十年代興起的新型合成土工防水隔阻材料,是繼軟PVC、氯磺化聚乙烯(CSPE)及丁基橡膠等高分子防滲漏材料之后的又一新型防水材料。防滲膜的應用開始于20世紀80年代中期,是防滲膜在渠道防滲方面的應用,接著是HDPE防滲膜的出現。較早的防水防滲工程有河南人民勝利渠、陜西人民引渭渠、北京東北旺灌區和山西的幾處灌區,使用后效果很好,故以后推廣到水庫、水閘和蓄水池等工程。早先的防滲膜厚度很薄,因為生產工藝的不和科學的落后限制了防滲膜的厚度,那時人們使用0.12mm-0.38mm的防滲膜。
土工膜的焊接
1.熱鍥焊機焊接工序分為:調節壓力 設定溫度 設定速度 焊縫搭接檢查 裝膜入機 啟動馬達 加壓焊接。
2.接縫處不得有油污、灰塵,HDPE土工膜的搭接段面不應夾有泥沙等雜物,當有雜物時在焊接前清理干凈。
3.每天焊接開始時,在現場先試焊一條0.9mm×0.3mm的試樣,搭接寬度不小于10cm,并用拉力機現場進行剝離和剪切試驗,試樣合格后,便可用當時調整好的速度、壓力、溫度進行正是焊接。試樣上需標明日期、時刻、環境溫度。熱鍥焊機在焊接過程中,需隨時注意焊機的運行情況,要根據現場的實際情況對速度和溫度進行微調。
4.焊縫要求整齊、美觀、不得有滑焊、跳走現象。
5.在遇上土工膜長度不夠時,需要長向拼接,應先把橫向焊縫焊好,再焊縱縫,橫向焊縫相距大于50cm應成T字型,不得十字交叉。
6.相鄰土工膜焊縫應盡量錯縫搭接,膜塊間形成的結點,應為T字型,盡量減少十字型,縱模向焊縫交點處應用擠壓焊機加強。
7.焊膜時不許壓出死折,鋪設HDPE土工膜時,根據當地氣溫變化幅度和HDPE土工膜性能要求,預留出溫度變化引起的伸縮變形量。
8.當手提焊機的溫度控制所指示的焊機溫度低于200℃時,要用干凈的布或棉紗撣掉再焊,必要時應重新打磨,切忌用手擦試。
9.當接縫處有結露、潮濕、泥沙等影響時,處理后再進行焊接。
10.在下雨期間或接縫有潮氣、露水、或者大沙的情況下不能進行焊接,但采取防護措施是除外。
11.溫度低于5℃時,按照規范要求不應施工,如果施工的話,焊接前應對焊機進行預熱處理。
12.擠壓焊接機在焊接過程中,應該經常檢查槍頭的滑塊,磨損較嚴重時應及時更換滑塊,以免損傷膜面。
13.土工膜在焊接時應該采用穩壓性能好的發電機供電,在特殊情況下采用當地用電時,使用穩壓器。
焊接準備
1)每天焊接前需要進行試驗焊接,試驗焊接要求:試驗性焊接在HDPE復合土工膜試樣上進行,以檢驗和調節焊接設備;焊接設備和焊接人員只有成功完成試驗性焊接后,才能進行下一步的生產性焊接;試驗性焊接的頻率控制:根據環境溫度的變化,每天每臺不少于兩次,一次在正式作業前,一次在中班;試驗性焊接是與生產性焊接相同的表面和環境條件下進行的。
2)焊接前將膜表面的油脂、濕氣、灰塵、污物碎片及其它妨礙焊接和影響施工質量的雜質清理干凈。
3)焊接處需要打磨時,其寬度應和焊縫寬度一致,打磨后的表面保持清潔,遇有污物時,要用干凈的棉紗擦拭后再焊,必要時應重新打磨,切忌用手擦拭。
防滲膜采用新型技術防滲效果,但生產工藝更加科學、速捷、所以產品成本反而低于傳統防水材料,經實際測算采用HDPE防滲膜的一般工程要節約成本50%左右施工速度快。
有很高的靈活性,有多種規格多種鋪設形式滿足不同工程防滲要求,采用熱熔焊接,焊縫強度高,施工方便、快速。