





關鍵詞 |
模具硅膠,工藝品灌模液體硅膠千京硅橡膠,模具設計硅膠,影視道具翻模 |
面向地區 |
全國 |
品牌 |
QS |
廠家(產地) |
金嶺化工 |
外觀 |
流動性 |
基料 |
橡膠型密封膠 |
硫化方法 |
化學硫化型密封膠 |
類別 |
異型硅膠管 |
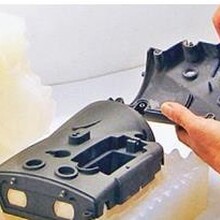
概述:
翻模硅膠主要用于玩具禮品行業,工藝禮品行業,家具裝飾裝潢行業,人物復制,建筑裝飾裝潢行業,樹脂工藝品行業,不飽和樹脂工藝品行業,蠟燭工藝?塑膠玩具行業,禮品文具行業,石膏工藝禮品行業,模具制造行業,玻璃工業品,仿真動植物雕塑,佛雕工藝品等多種行業的產品復制及模具制作;
選擇:
根據操作方式,若是灌注模(包模)可選用硬度為20度或40度的硅膠,具體來講是:
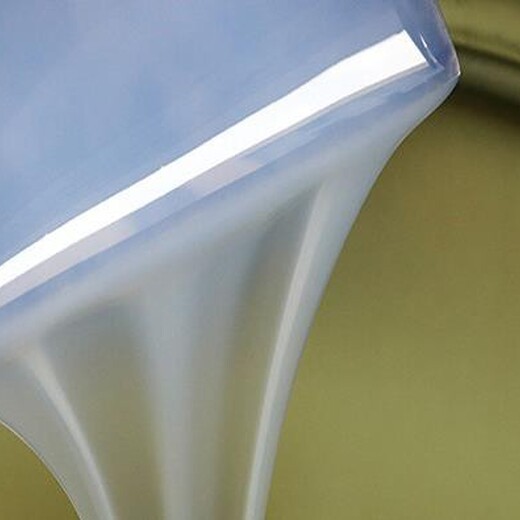
20度硬度模具硅膠特點:做小件工藝品,黏度小,流動性好,好操作,易排泡,拉力撕裂強度好,易灌注。
40度硬度模具硅膠特點:做大件產品,黏度小,流動性好,好操作,易排泡,拉力撕裂強度好,易灌注。
特性:
①翻模要具有好的操作性能。
②硅膠的流動性更好,粘度低容易操作。
③硅橡膠的縮水率越小越好。
④硅橡膠的拉力要好。
⑤做出來的硅膠模具不能變形。
⑥硅橡膠硬度要適合產品使用。
⑦耐高溫,翻模次數多,使用壽命越長越好,耐酸堿耐老化。
制作方法:
1、用一塑膠碗盛500g膠,在室溫下加固化劑1.5%,充分攪拌均勻備用。
2、將母模坯用脫模劑處理潤滑。
3、潤滑好的母坯四周用木條圍住,木條也應用脫模劑處理,中間的空隙以2-4cm為宜。
4、將配好的膠沿一固定灌注點緩慢澆注,并不時震蕩以排除里面的空氣。
5、60分鐘膠固化完全后四周再用木條圍住,留4cm空隙,折除原木條。
6、將石膏粉1000g兌水后注入木條框內,注滿為止(木條框應用塑膠片分為兩部分以利拆模)。
7、20分鐘后拆除木條,模具即做完成。
注意事項:
1、固化劑加量應視溫度而定,氣溫高則減少。固化劑使用過量,模具會變硬變脆;固化劑使用過少,操作時間會延長。
2、為防止模具硅膠物性變化,建議不加硅油。
3、為了您的模具能達到佳使用效果,請把模具存放至少24小時后使用。
4、硬模也可用樹脂制作。
翻模操作方法:
1、硅膠與固化劑攪拌均勻.模具硅膠外觀是流動的液體,A組份是硅膠,B組份是固化劑。例:取100克硅膠,加入2克固化劑(注:硅膠與固化劑一定要攪拌均勻,如果沒有攪拌均勻,模具會出現一塊已經固化,一塊沒有固化,硅膠會出現干燥固化不均勻的狀況就會影響硅膠模具的使用壽命及翻模次數,甚至造成模具報廢狀況。
2、抽真空排氣泡處理:硅膠與固化劑攪拌均勻后,進行抽真空排氣泡環節,抽真空的時間不宜太久,正常情況下,不要超過十分鐘,抽真空時間太久,硅膠馬上固化,產生了交聯反映,使硅膠變成一塊一塊的,無法進行涂刷或灌注,這樣就浪費了硅膠,只能把硅膠倒入垃圾桶,重新再取硅膠來做。
3、涂刷或操作過程:把抽空排過氣泡的硅膠,以涂刷或灌注的方式。倒在產品上面(注:在倒硅膠之前要復制的產品或模型一定要打脫模劑或隔離劑)。然后再把硅膠涂刷在產品上面,涂刷一定要均勻,30分鐘后粘貼一層紗布纖緯布來增加硅膠的強度和拉力。然后再涂刷一層硅膠,再粘貼一層紗布纖緯布,這樣兩次之后就可以了。只有這樣做,開出來的硅膠模具使用壽命及翻模次數相對要提高很多,可以節省成本,提率。
4、外模的制作:一般采用的方法和材料是將模具四周,用膠板或木板圍起來,一采用石膏將模柜灌滿就可以了,另一種采用樹脂涂刷的方式,涂刷一層樹脂就粘貼一層玻纖布,再涂刷再粘貼,反復兩三層就可以完成模具外模了。
5、灌模或灌注模的操作方法:灌模或灌注模,是用于比較光滑或簡單的產品,沒有模線省工省時,就是將你要復制的產品或模型,用膠板或玻璃板圍起來,將抽過真空的硅膠直接倒入產品上面,待硅膠干燥成型后,取出產品,模具就成型了(注:灌注模一般采用硬度比較軟的硅膠來做模,這樣脫模比較容易,不會損壞硅膠模具里面的產品)。
室溫硫化縮合型模具膠,它具有的流動性,脫模性,加成型模具膠,它具有透明度好,容易深層固化,收縮率小的特點。
模具膠分類
可分為加成型和縮合型fd
室溫硫化縮合型模具膠,它具有的流動性,脫模性,容易操作,硫化時間和操作時間均可按需要調整,可深度硫化,模具尺寸穩定,耐熱,耐化學品,物理性能好,抗撕強度高,特別用于不飽和聚酯制品,耐用性好,模具使用壽命長。
加成型模具膠,它具有透明度好,容易深層固化,收縮率小的特點。
縮合型模具膠做成的硅橡膠軟模,主要用于大量制造以不飽和聚酯,環氧樹脂,聚氨酯樹脂,石膏和石蠟等為材料的工藝品、家具零部件、燈飾部件及其它裝飾制品。 也可用于皮革印花,轉印膠頭和其他彈性制品。
加成型模具膠主要用于精密模具,和復制品的生產。
一、特點:
SF-2081模具膠是雙組份加成型模具膠,具有收縮率低、固化、耐溫性好、翻模次數多、易施工、易固化、好控制等特點。主要用于樹脂鑄造,合金及金屬工藝品鑄造等。
二、使用:
將AB兩組份按10:1混合均勻,經真空脫泡后澆灌,操作時間>3小時,室溫(25~30℃)下24小時內固化,加熱60~100℃可15分鐘內固化。
三、注意事項:
1)避免同含S、P、N等物質有機物和Sn、As、Pb、Hg、Bi等重金屬接觸,否則會造成模具膠中毒,不能固化或固化不完全。
2)嚴禁同縮合型模具膠混用工具及容器。
KCC液體注射硅橡膠 SL系列及特點: ?
? ? ?本產品適用于液體注射成型工藝生產各種硅膠制品。如:醫療用品(如輸液導管、呼吸面罩),嬰兒用品(如奶嘴、固牙器等)、保鮮蓋、潛水用品等。?
? ? ?LIMS用液態硅橡膠具有和普通硅橡膠相同的特性,如出色的耐熱性、電絕緣性、耐放射線性、耐放電性等。根據一般用、高強度用、透明用、阻燃用等產品用途,具備各種系列產品,也能根據使用目的進行新產品開發, 著眼于縮短成型時間,提高原材料利用率,提高生產效率,使大幅度降低成本成為現實。?
? ? ?所謂LIMS(Liquid Injection Molding System)是,通過把具有出色性能的液態硅橡膠,和能夠精密且穩定地完成注射成型的設備相結合而形成的新型成型加工系統。只須將A、B兩種液態材料裝入設備內,從混合到成型全自動完成,在追求簡化工藝和縮短加工時間的同時,能很方便地實現制品的加工,不僅如此,利用液態硅橡膠的各種特性,還能夠廣泛應用于以電氣、電子、汽車、食品為代表的多種行業,LIMS著眼于生產能力的提高和人工費用的降低,完善地體現了出色的經濟效能。
產品項目 SL9908(A/B)
固化前 外觀 A液 半透明
B液 半透明
粘度-1
(Pa.s) A液 650(20萬粘度)
B液 680(20萬粘度)
固化后 外觀 透明
比重 23°C g/cm3 1.13
硬度A型杜羅硬度計 50
抗拉強度 MPa 10.0
斷裂時的伸長 % 700
固化特性和成型性能:
固化溫度: 雖然根據制品的厚度和形狀,其佳固化溫度亦有所區別,但以+130°C - +200°C的范圍為標準,一般情況下即使在+90°C - +210°C范圍內也能成型。?
注射壓力: 當固化溫度在+130°C - +200°C,壓力在40kg/cm2-120kg/cm2的范圍時,利用注射成型能取得良好的效果。?
固化時間: 在+150°C的情況下成型制品厚度為1mm上下時,其固化時間在10秒以內,故能在極短的周期內成型。?
線收縮率: 溫度在+100°C - +150°C范圍內時,其線收縮率為2%-3%(請參照一般特性數據)。?
使用期限(混合后)?
? ? ?雖然A、B兩液混合后其有效壽命與溫度有關,但如果是普通制品在常溫(25°C)情況下,72小時之內能保持不影響成型的粘度,在需要延長有效壽命時,建議在混合部位配備Chiller(冷卻裝置)。?
固化機制?
? ? ?LS-9908用液態硅橡膠的固化機制如下圖所示,通常進行加成反應,該反應利用加熱來進行固化,隨溫度的升高而縮短固化時間。
生產模具膠:模具膠、建筑材料模具膠、腰線模具膠、樹脂矽膠模具膠、模具膠衣、浮雕模具膠、矽橡膠模具膠、石膏線模具膠、工藝品模具膠、文化石模具膠、陶瓷模具膠、矽利康、有機矽模具膠、石膏模具膠、寶石模具膠、樹脂模具膠、樹脂工藝品模具膠、石膏工藝品模具膠、模具矽橡膠、翻模矽膠、模具矽膠等,更多產品信息,請聯系相關業務詳情請咨詢皓明有機矽!
| 主營行業:有機硅樹脂 |
| 公司主營:納米電子材料 密封劑,液體硅橡膠 粘膠劑,有機硅材料 硅油,電子阻燃灌封膠 |
| 主營地區:深圳市平湖華南國際原料城五金化工區 |
| 企業類型:私營有限責任公司 |
| 注冊資金:人民幣100萬 |
| 公司成立時間:2012-05-16 |
| 員工人數:51 - 100 人 |
| 研發部門人數:5 - 10 人 |
| 經營模式:生產型 |
| 經營期限:2012-05-16 至 2053-05-16 |
| 最近年檢時間:2023年 |
| 登記機關:深圳市市場監督管理局 |
| 品牌名稱:QKing 千京 |
| 主要客戶群:電子廠,工藝品廠,服裝絲印廠,LED廠 |
| 年營業額:人民幣 50 萬元/年 - 100 萬元/年 |
| 年出口額:人民幣 50 萬元/年 - 100 萬元/年 |
| 年進口額:人民幣 30 萬元/年 - 50 萬元/年 |
| 經營范圍:化工原料、化工產品、電子產品、皮革制品、紡織品的研發及購銷(不含易燃、易爆、劇毒等危險化學品)。 |
| 廠房面積:3550平方米 |
| 月產量:1150噸 (英) |
| 是否提供OEM:是 |
| 質量控制:第三方 |
| 公司郵編:518111 |
| 公司電話:0755-84279603 |
| 公司傳真:0755-84189197 |
| 公司郵箱:qkingkj@126.com |
| 公司網站:http://www.szqking.com |