關鍵詞 |
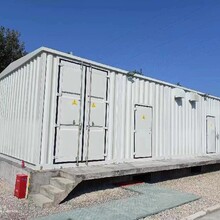
云南生產信合預制艙,預制艙,云南預制艙,預制艙制造廠家 |
面向地區 |
全國 |
材質 |
Q235 |
類型 |
散貨集裝箱 |
現場施工時預制艙的安全常規操作有哪些?
1.預制艙到達安裝現場時,理應先有廠家工作人員進行現場檢查,以避免艙體在運輸過程中發生形變,檢查艙體門開關是否順當,將外門打開進行開門操作若發現門縫錯位、開閉卡澀,可將事先應急處理所提供的墊片對預制艙進行調整,直至預制艙外門開關順暢、門縫密封防撞條緊密結合為止。
2.相關廠家人員進入箱體內檢查所有零部件及其連接處螺絲是否擰緊,避免在安裝過程中會出現松動;在安裝過程時注意在箱體外部添加一層防塵的覆薄膜,以防止大顆粒塵土及異物進入箱體內影響中控設備的運行;安裝過程中應對照圖紙檢查是否相應的零件準備,若發現缺失立即聯系廠家補發。
3.設備就位后,要采取保護措施,防止雜物掉入設備內。在設備上方作業時,操作人員不得蹬踩設備,須帶工具袋作業,防止工具、材料掉下砸傷設備。
4.在箱體安裝就位后,要檢查艙體是否預留出接地裝置及接地導線,預制艙艙體外殼的接地線,應采用不小于50×5mm的鍍鋅扁鋼,分段式模塊化結構的預制艙外殼要每段艙體外殼都要用至少50平方接地線可靠連接。
制艙采用鋼結構體系,主體框架應采用鋼框架結構,屋蓋宜采用冷彎薄壁型鋼檁條結構。結構自重、檢修集中荷載、屋面雪荷載和積灰荷載等,按GB50009的規定執行,懸掛荷載應按實際情況計算。單個拼接單元的鋼結構骨架應整體焊接,應滿足足夠的強度與剛度。拼接單元應在每跨拼接側采用臨時支撐立柱與艙頂及艙底通過鉸接方式連接,同時應采用斜拉輔助支撐增加臨時支撐面的強度,滿足拼接單元在起吊、運輸和安裝時不產生變形、開裂或覆蓋件脫落。
預制艙艙體保溫與耐寒要求
1)預制艙艙體采用的保溫措施與工藝:采用雙層鋼板(內部填充物采用建設部許可聚氨酯防火保溫材料,確保整個預制艙的保溫和防火性能)+環保金屬裝修層或非金屬圍護材料;門板厚度不低于50mm,達到“24墻”保溫功效。
2)艙體門板應采用保溫措施,內門板相對于外門板處于懸浮狀態(點接觸),小間隙不小于3mm, 內門板和外門板之間填充阻燃發泡材料(聚氨酯),密度37kg/m3,內門板和外門板的熱傳導率減少至2%。
3)艙體內設置自動溫控系統,并加裝工業型加熱裝置,具備長時間加熱功能,不得采用民用電暖氣或暖風機,以艙體內的運行環境的穩定性。
4)高低壓艙體同時具有自動啟停空調系統和高濕排風裝置,在各個隔室溫度50℃或低于0℃時自動啟動空調,調節向內溫度,當箱內相對濕度80%,自動啟動進風風閥和排風軸流風機,確保各個隔室內設備,尤其是自動化設備可靠運行,溫度、濕度控制器的返回門限為啟動值-6。
5)空調:為設備可靠運行環境,艙體內裝工業空調系統。
6)艙體內設驅潮裝置,內部元件不發生凝露。
全國預制艙熱銷信息