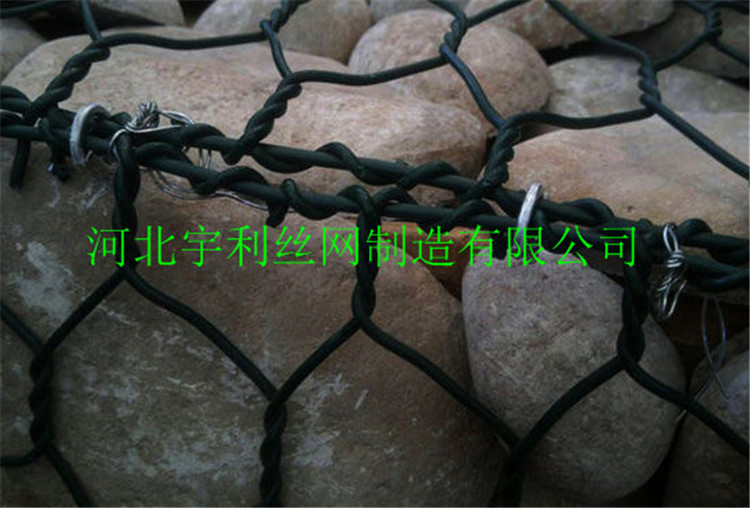
根據(jù)加熱介質(zhì)、加熱溫度和冷卻方法的不同,每一大類又可區(qū)分為若干不同的熱處理工藝。同一種金屬采用不同的熱處理工藝,可獲得不同的組織,從而具有不同的性能。鋼鐵是工業(yè)上應(yīng)用廣的金屬,而且鋼鐵顯微組織也為復(fù)雜,因此鋼鐵熱處理工藝種類繁多。整體熱處理是對(duì)工件整體加熱,然后以適當(dāng)?shù)乃俣壤鋮s,以改變其整體力學(xué)性能的金屬熱處理工藝。鋼鐵整體熱處理大致有退火、正火、淬火和回火四種基本工藝。退火是將工件加熱到適當(dāng)溫度,根據(jù)材料和工件尺寸采用不同的保溫時(shí)間,然后進(jìn)行緩慢冷卻,目的是使金屬內(nèi)部組織達(dá)到或接衡狀態(tài),獲得良好的工藝性能和使用性能,或者為進(jìn)一步淬火作組織準(zhǔn)備。2.3防喘控制:運(yùn)行機(jī)組的防喘控制界面,操作人員可通過此界面查看當(dāng)前機(jī)組的運(yùn)行工況是否穩(wěn)定,并及時(shí)進(jìn)行調(diào)整。界面中給出了防喘控制線、安全線和安全線,三條臨界曲線,便于操作者直觀了解當(dāng)前運(yùn)行工況。2.4報(bào)警查看:查看機(jī)組實(shí)時(shí)報(bào)警和歷史報(bào)警,便于機(jī)組故障分析。2.5聯(lián)合控制:對(duì)3臺(tái)機(jī)組進(jìn)行聯(lián)合運(yùn)行控制,包括進(jìn)出口壓力控制和流量控制。2.6邏輯圖:機(jī)組啟停機(jī)邏輯順序圖,便于對(duì)機(jī)組啟動(dòng)、停機(jī)控制的分析,便于故障查找。現(xiàn)在很多基礎(chǔ)建設(shè)里面會(huì)使用到石籠網(wǎng),因?yàn)檫@種材料很好的緩解了以前材料出現(xiàn)的抗腐蝕性不強(qiáng),或者是整體鋼結(jié)構(gòu)達(dá)不到要求的情況,在使用這種材料的時(shí)候,【標(biāo)題】能夠很好的滿足人們?cè)谑褂脮r(shí)候的壽命問題,不會(huì)因?yàn)榇嬖诤軓?qiáng)的沖擊,或者是存在很大的壓力,讓這種生態(tài)網(wǎng)格出現(xiàn)變形 或者是斷裂的情況,這是他的一個(gè)非常重要的優(yōu)勢(shì),也是現(xiàn)在使用范圍在不斷增加的主要原因。 咸陽市石籠生產(chǎn)工廠-宇利絲網(wǎng)


石籠網(wǎng)護(hù)墊分表面金屬鍍層和表面 PVC/PE涂層兩個(gè)大類。使用的金屬線徑是根據(jù)六角形的大小而不同。生產(chǎn)過程是經(jīng)織網(wǎng),剪切,鎖邊,綁扎后制成石籠和護(hù)墊。石籠和護(hù)墊以折疊狀態(tài)供貨。 石籠網(wǎng)在生態(tài)治河中的應(yīng)用好處有哪些:
1.柔性撓曲性:石籠網(wǎng)工程對(duì)變形或彎曲,具有良好的適應(yīng)性。當(dāng)偶然發(fā)生地面沉降或地基變形以及建筑物地基發(fā)生固有的地基沉降時(shí),在石籠網(wǎng)內(nèi)部形成一種交錯(cuò)拉緊和擠壓之狀,能適應(yīng)外部變形不致斷裂。
2.滲透性:鑒于石籠網(wǎng)具有良好的排水性能,在水位變化的抗沖刷的擋水建筑物部位采用石籠網(wǎng)工程,可以免去排水孔的設(shè)置。在河岸工程中,可以消除或減少作用在擋土墻上隨水深變化的壓力,有利于建筑物的穩(wěn)定與安全。
3.費(fèi)用低:石籠網(wǎng)的填充石塊與鵝卵石可以就地取材,適用于交通不便的山區(qū)施工。比之其它工程不需購進(jìn)大量的模板和機(jī)械設(shè)備。工程造價(jià)相應(yīng)較低。
中新網(wǎng)客戶端北京3月16日電(卞立群) “31月底完成審批、年底掛牌成立。”足協(xié)在16日上午公布的職業(yè)聯(lián)盟籌備消息引起廣泛關(guān)注。在經(jīng)歷年籌備后,這個(gè)標(biāo)志著足協(xié)放權(quán)、聯(lián)賽進(jìn)一步市場化的全新組織即將成為現(xiàn)實(shí)。

經(jīng)常見到的幾種鐵藝護(hù)欄經(jīng)過總結(jié)之后大概分為一下六種:
、夾玻璃護(hù)欄。
第二、鋼網(wǎng)護(hù)欄。
第三、夾膠玻璃護(hù)欄。
第四、鋼絲護(hù)欄。
第五、鐵藝護(hù)欄。
第六、鋁合金護(hù)欄。
咸陽市石籠生產(chǎn)工廠-宇利絲網(wǎng)當(dāng)這兩個(gè)數(shù)據(jù)進(jìn)入視線后,技術(shù)處負(fù)責(zé)人組織冶煉科、加工科全體人員召開了會(huì)議,確定把提高精鍛機(jī)產(chǎn)品成材率和直接成材比例作為下半年的工作,并確立了工作方向。為提高精鍛機(jī)生產(chǎn)直材率,實(shí)現(xiàn)精鍛機(jī)適用的直接成材用鋼錠系列化,降低生產(chǎn)制造成本,技術(shù)處決定從源頭開始,根據(jù)精鍛機(jī)錘頭尺寸,重新設(shè)計(jì)1.7t、3t、4t、6t新錠型。冶煉工藝技術(shù)管理工程師用時(shí)10天,設(shè)計(jì)了4個(gè)新錠型的鋼錠模圖紙,經(jīng)審核后由煉鋼廠開始生產(chǎn)。






















