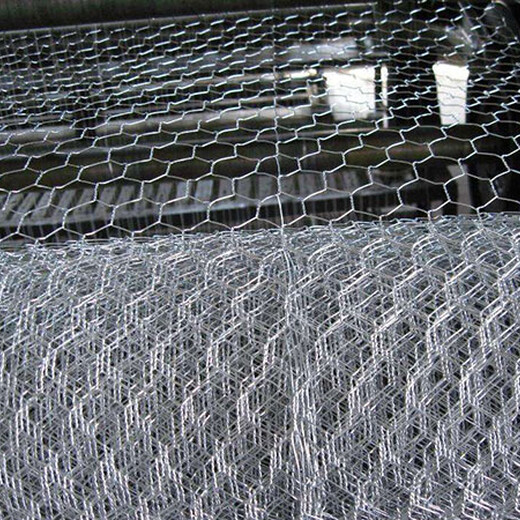
國內緊固件用原材料基本是熱軋狀態,而像日本等國生產的緊固件用鋼基本上是可直接冷鐓狀態,用戶無需預處理,可從環節上降低成本。緊固件失效的常見失效形式有裝配拉長、疲勞斷裂和延遲斷裂。冷鐓成形和螺紋加工(滾絲或搓絲、攻牙)螺紋緊固件的質量除材料外,成形設備和螺紋加工設備及模具(生產工藝及其裝備)是其質量的關鍵因素。尤其是大批量多品種供貨狀態下,對加工精度要求高的汽車緊固件,如何產品的一致性及缺陷的預防是緊固件生產面臨的問題之一。是使用機器將金屬線材單向搓捻兩周編織的六角形網(六角網) 制成的網箱,厚度在0.15-0.5m(含0.5m),又稱石籠和護墊,石籠網墊由隔板分成若干單元格,為了加強石籠網墊結構的強度,所有的面板邊端均采用直徑更大的鋼絲。河堤防護鍍鋅石籠網箱,西安耐寒耐熱


.施工快:當基礎開挖完成后石籠網建筑物即可一次建成。施工中還能避免在河道和海灘建筑圍堰,減少排水費用。在無水地區施工,經過鋪網、填石和連接加固即可完成。在江河沿海地區進行水下施工時,可事先裝好石籠網,然后吊裝安放就位,或者用船運至預定地點拋石就位截流工程可采用此法。
5.易維護:由于石籠網在順長方向都加設隔板網,這些隔板網把石籠網分隔成一個個立的立方體。故當某個立方體因網格破壞而引起石塊松動,以致被水流沖走時,只是有限的、局部的。又因雙向交織的鐵絲網的局部損壞不易擴展,故維修起來十分簡便。僅須把局部損壞的網格修鋪好重新填滿石料即可繼續運用。
中新網廈門3月31日電 三菱重工空調杯·東方名人高爾夫球賽31日進行了第二輪比賽,廣州姑娘隋響克服酷暑和疲勞,打出70桿,兩輪過后處于并列第三位,兩桿落后于并列者日本選手平井亞實與泰國選手安姬薩


石籠網可用于邊坡支護、基坑支護、山體巖面掛網噴漿、邊坡植生(綠化)、鐵路高速公路隔離護攔網,它還能制成箱籠、網墊,用于江河、堤壩及海塘的防沖刷保護,水庫、河流截流用網箱。河流嚴重的災害是水流沖刷河岸使其破壞,引發的洪水泛濫,導致生命財產遭受大量損失和大量水土流失。因此在處理上述問題時候,格該生態格網結構的應用成為的解決方案之一,它能使河床河岸得到性保護。

河堤防護鍍鋅石籠網箱,西安耐寒耐熱水力控制閥主閥是一種利用水自潤式閥體,無須另加機油潤滑,如遇主閥內零部件損壞時,請按下列指示進行拆卸。(注:內閥內一般消耗損傷品為膜片和型圈,其它內部零件損傷甚少)1.先將主閥前后端閘閥關閉。將主閥蓋上的配管接頭螺絲松開,釋放閥內壓力。將所有五金螺絲取下,包括控制管路中的必要銅管的螺帽。取閥蓋和彈簧。將軸芯、膜片、活塞等取下,切勿損傷膜片。將以上各項東西取出后,檢查膜片及型圈是否損壞;如無損壞請勿再分自行爭其內部零件。變槳軸承和偏航軸承外表面的防腐處理針對偏航軸承的防腐要求我們采用電弧噴涂長效防腐工藝。它是利用電弧噴涂設備將耐蝕金屬(純鋁或鋅)熔融、霧化、噴涂至工件表面形成金屬電弧噴涂層,然后用滲透性強的耐蝕涂料對其封閉處理,形成電弧噴涂長效防腐復合涂層。其技術特點是:防腐壽命長,可達2年以上;涂層結合力高;涂層質量好。該工藝路線:軸承內外圈半成品準備預清潔工件預保護噴砂電弧噴涂封閉處理,現分述如下。軸承內外圈半成品準備為了偏航軸承具有較高的外觀質量,把防腐噴涂工序安排在所有機械加工之后,噴后的軸承零件在裝配完工后直接入庫,防腐層不會被擦傷。預清潔用有機溶劑進行除油處理,軸承半成品在機械加工后表面可能存在油漬,為了噴涂質量在噴涂前安排清潔工序。工件預保護在噴砂和噴涂前通過的表面預保護工裝來實現對工件圓弧滾道、螺紋孔和不需噴涂的表面進行保護。噴砂對軸承內外圈表面進行粗化處理,增加涂層與工件之間的接觸面,使工件表面更加活化,提高涂層結合強度。電弧噴涂電弧噴涂(純鋁或鋅)設備主要包括直流電源、噴涂槍、空氣壓縮機及空氣過濾器等,主要控制電弧電壓、電流、送絲速度、壓縮空氣壓力、噴涂距離等參數。[NT:PAGE]6)封閉處理由于噴涂后的涂層存在孔隙,因此進行封閉處理,增加抗腐蝕能力。偏航軸承在噴涂和裝配后其主要外露加工表面有齒輪表面、安裝螺紋表面和圓弧滾道面。前兩種在裝配后涂以防銹油,后一種在裝配時涂上潤滑油脂,成品內包裝用塑料薄膜封閉纏繞,外層用塑料編織帶進行防護纏繞,可以滿足防銹要求。尼力矩2.1變槳軸承和偏航軸承形成機理的不同偏航軸承裝配后阻尼力矩有兩個來源:一是滾道部分的摩擦阻力,二是密封條與密封面的摩擦阻力。其中后者在加工條件相同的情況下一般是常數,因此偏航軸承裝配后阻尼力矩的大小則主要取決于前者。滾道部分在回轉時產生的摩擦阻力矩主要取決于軸承間隙的大小。間隙大則阻力小,間隙小則阻力相應增大。偏航軸承要求零間隙或負間隙,負間隙的多少由裝配后的摩擦阻尼力矩來決定。因此說裝配后的摩擦阻尼力矩大小基本上取決于偏航軸承的裝配間隙值,而此值的形成又主要取決于:滾道淬火前的精車尺寸、滾道面淬火、滾道淬火后的磨削尺寸和滾動體的尺寸選配四個環節。