





關鍵詞 |
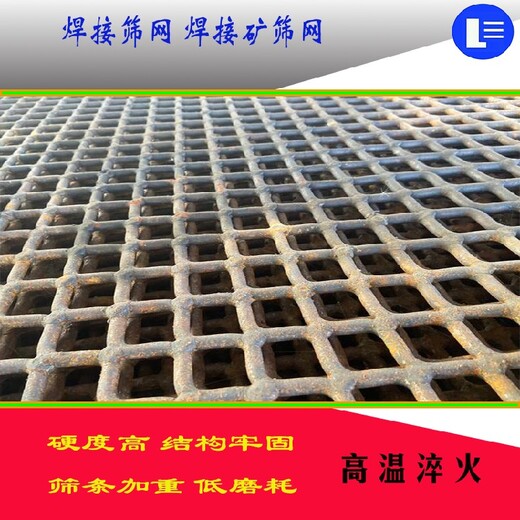
方孔焊接篩網,焊接篩網廠家,山東焊接篩網,焊接篩網采購 |
面向地區 |
全國 |
產地 |
山東 |
用途 |
篩分 |
規格 |
多種 |
材料 |
金屬 |
孔型 |
方型 |
焊接篩網是為突破編織工藝中軋花織造時,對篩網絲徑加粗加重的局限性,符合一定的比例,比例的加重絲徑,篩網的使用壽命不增反減,由此錳鋼焊接篩網應運而生,同樣軋花工藝,由于無需編織,只要焊接,后期整形、高溫熱處理,所以錳鋼焊接篩網相對編織網絲徑更粗、硬度更高,所以更低磨耗,使用壽命延長較,篩網作為工業品配件,某一類型的篩網,在彰顯和提高某一特性(比如抗磨損性),肯定會帶來不利的影響,比如開孔率降低、重量增加等,好的產品,應該是綜合效用指標高。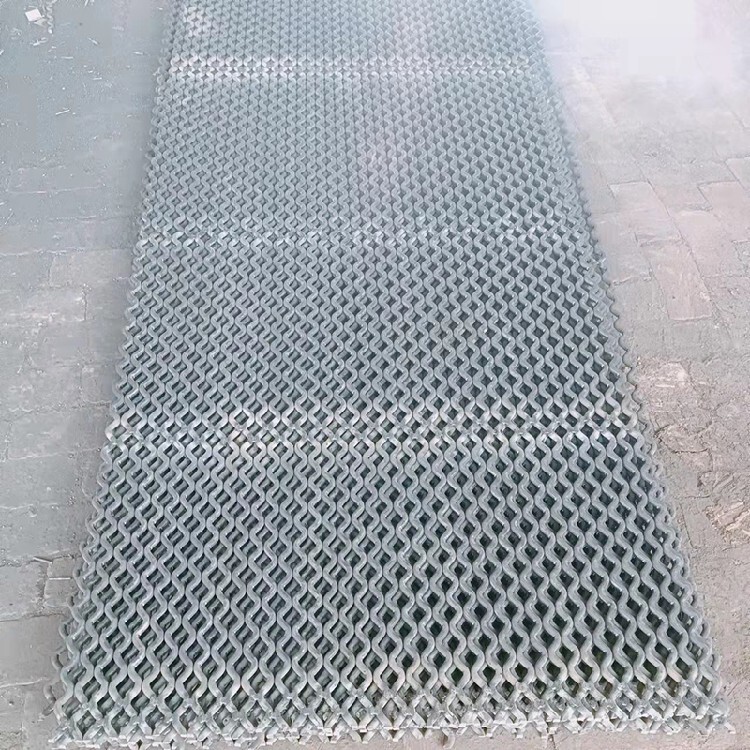
焊接篩網的使用壽命關鍵因素外部因素主要有:
物料硬度及斷面特性,設備類型,單位時間過礦量或處理量,安裝情況等,篩網作為工業品配件中的易耗品,與破碎設備中的鄂式破碎機的鄂板、錘式破碎機的錘頭、返擊式破碎機的板錘等鑄鋼件類似,是隨著使用時間的增加,逐漸磨損直至廢掉的配件,同時,篩網的使用壽命也與鑄鋼件的使用壽命成正比例,鑄鋼件消耗快、更換頻率高的生產線,篩網的更換周期也短,常見物料中硬度較高的有玄武巖、花崗巖、河卵石等,硬度較低的有石灰巖、煤矸石等,物料硬度越高篩網及相關耗材,使用時間越短;還有是物料的斷面如尖銳角多或斷面是麻面也影響篩網使用壽命。
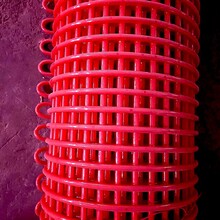
高錳鋼焊接篩網,系采用硅錳鋼盤條,軋花或盤圈,經粗連成片,機器人或人工,滿焊或跳焊電弧燒透接觸點,然后淬火熱處理,整平整形,加工而成。
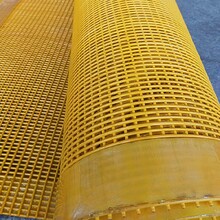
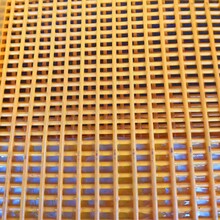
孔型分圓孔和方孔兩種。方孔篩分率較高,過礦量大,缺點是篩分后的物料顆粒誤差大;圓孔篩網,篩分率稍低,但物料粒度誤差小。該產品主要規格為孔徑7—65mm,絲徑7—14mm。
錳鋼焊接篩網
加工
1 軋花或盤圈時,注意檢查模具,盡量減少對鋼材的物理傷害,從而降低鋼材本身的物理特性;
2 焊點要飽滿,對觸點、焊點,要燒透。該項對工人的技術有一定要求,所以上崗前進行相關學習培訓,技術合格后才能實際操作;
3 焊點不能過度,對焊點既要燒透,又不能燒的過度,否則會影響篩網強度;
4 淬火溫度 溫度控制在830℃±20℃。
針對的使用場景
1 產量、過礦量較大,對篩網的使用壽命要求較高;
2 物料硬度較高,比如玄武巖、花崗巖、礫石等;
3 物料片狀、針狀、棒狀等,比例較高;
4 物料顆粒斷面粗糙,或棱角尖銳、邊沿鋒利;
5 配套篩機篩面較大,比如3070型。
焊接篩網屬于錳鋼篩網,相較編織篩網,先是篩條加粗,使得篩網在承重方面增強;其次加工是以焊接為主,可有效避免篩條之間的摩擦、磨損,不會出現人為因素可能形成的篩網松懈現象;再者是硬度提高,經電爐接近900°C的高溫加熱,水淬火處理后,篩網篩條硬度增加10-18%,可有效提高篩面的耐磨性能。
焊接篩網在篩分篩選過程中,表現理想的方面是使用壽命有較為明顯的延長,更換周期可達用戶預期。同時因篩網單位重量增加15—23%,篩機振幅受到一定程度的影響。物料篩分后粒度誤差降低的同時,篩孔彈性余量較小,單位面積內透篩效率有所下降。
所以,焊接篩網的使用和選擇,要根據具體工作場景,是要側重哪方面。
經過十多年的反復試驗,并不斷根據多家用戶的信息反饋,焊接篩網工藝不斷改進,各項指標不斷提高,用量逐漸增長,在礦篩網市場所占比例愈來越高。
總的說來,焊接篩網有三個新高度:
1 絲徑新高度 在錳鋼軋花網中,所用篩條絲徑可達峰值,單位重量可達40公斤/平方米以上;
2 篩面硬度 篩網經過淬火后,硬度可HRC57.6,遠盤條原料硬度HRC48.3;
3 更換周期 相對編織型篩網,更換周期延長2-3倍。