





關鍵詞 |
提供橡膠篩網,橡膠篩網結構,朔州橡膠篩網,低磨耗橡膠篩網 |
面向地區 |
全國 |
產地 |
山東 |
用途 |
篩網 |
規格 |
多種 |
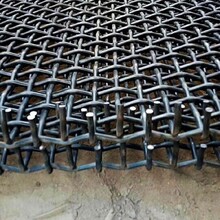
耐磨橡膠篩網的優點:
1、使用壽命長、耐磨:耐磨橡膠篩網由于有橡膠的特性,所以使用壽命較長,承載能力大,其使用壽命與普通金屬篩網相比增加了2~3倍左右,由于耐磨橡膠篩網使用鋼絲繩、鋼板等為骨架材料,能夠在使用過程中高強度地吸收金礦石所帶來的沖擊力,因而耐磨橡膠篩網具有很高的拉伸強度,承載能力能夠達到金屬篩網的2.5倍以上;
2、使用成本低:耐磨橡膠篩網的重量輕、能夠減輕篩機的負荷,節約電耗,其安裝簡捷,且制造成本較低,維修更換更加方便,耐磨橡膠篩網由于出色的耐磨性能使維修工作量大幅下降,降低了維修量和由于停產維修造成的損失,且維修量大幅下降,維修和更換的次數減少,這樣企業的使用成本較金屬篩網降低不少;
3、篩分:耐磨橡膠篩網的篩面內擁有自潔性能,可以讓礦石不堵孔,所以篩分,由于原生橡膠的彈性體及自身良好的弛張性能,可以在動態的情況下有效地避免堵孔現象的發生,耐磨橡膠篩網能夠在0. 1mm~ 170mm范圍內進行各種物料的篩分,無論干篩還是濕篩都毫不影響篩分效率;
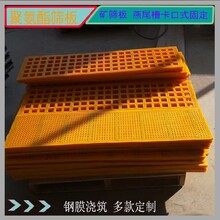
4、適用范圍廣,可匹配度高:耐磨橡膠篩網的適用范圍廣,能夠適用于任何型號的振動篩機并可量機制作,這樣企業在原有的振動篩機上可更換耐磨橡膠篩網來使用;
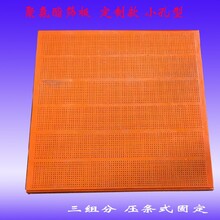
5、篩分精度高:耐磨橡膠篩網的生產工藝采用模具澆注成型工藝,制作工藝特別,孔徑設計合理并且非常準確,所以尺寸的顆粒不會堵塞篩孔,這樣篩網篩下物料的粒度能夠很好地符合企業的要求;
6、工作噪音低:耐磨橡膠篩網在工作時,符合規格的環境噪聲標準,根據實際測定,同樣的篩機使用耐磨橡膠篩網可比金屬篩網降低噪音5~20分貝,且粉塵飛揚的情況大大減少,從而使企業擁有一個安靜的生產現場。
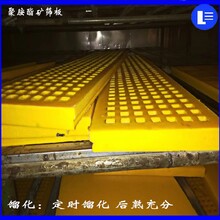
橡膠篩網原材料的塑煉
生膠富有彈性,缺乏加工時必需的可塑性性能,因此不便于加工。為了提高其可塑性,所以要對生膠進行塑煉;這樣,在混煉時配合劑就容易均勻分散在生膠中;同時,在壓延、成型過程中也有助于提高膠料的滲透性〔滲入纖維織品內和成型流動性。
將生膠的長鏈分子降解,形成可塑性的過程叫做塑煉。
生膠塑煉的方法有機械塑煉和熱塑煉兩種。機械塑煉是在不太高的溫度下,通過塑煉機的機械擠壓和摩擦力的作用,使長鏈橡膠分子降解變短,由高彈性狀態轉變為可塑狀態。熱塑煉是向生膠中通入灼熱的壓縮空氣,在熱和氧的作用下,使長鏈分子降解變短,從而獲得可塑性。
橡膠篩網加工指以天然及合成橡膠為原料,生產各樣橡膠篩網的過程。
橡膠篩網基本特征:
1.橡膠篩網制品成型時,經過大壓力壓制,其因彈性體所俱備以內聚力沒法消除,在成型離模時,常常產生極不穩固的縮短(橡膠的縮短率,因膠種不同而有差別),必要經過一段時間后,才能緩和穩固。所以,當一橡膠篩網設計之初,無論配方或模具,都需慎重計算配合,若否,則簡單產生篩網尺寸不穩固,造成篩網質量低沉。
2.橡膠屬熱溶熱固性之彈性體,塑料則屬于熱溶冷固性。橡膠因硫化物種類主體不同,其成型固化的溫度范圍,亦有相當的差距,甚至可因天氣改變,室內溫濕度所影響。所以橡膠篩網的生產條件,需隨時做適量的調整,若無,則可能產生篩網質量的差別。
橡膠篩網在加工時,橡膠混煉的目的是什么
混煉就是依據膠料配方規定的配合劑的比率,將生膠和各樣配合劑經過橡膠設施混淆在一同,并使各樣配合劑平均地分別在生膠之中。膠料進行混煉的
目的就是要獲取物理機械性能指標平均一致,切合配方規定的膠料性能指標,以利于下工藝操作和成質量量要求。
橡膠篩網在生產上,容易出現的問題:脫膠 及解決方案
橡膠-金屬粘接不良
橡膠與金屬的粘結是橡膠減震產品一個重要環節,橡膠與金屬的粘結原理,普遍認為在低模量的橡膠與高模量的金屬之間,膠粘劑成為模量梯度,以減少粘結件受力時的應力集中。常用雙涂型膠漿的底涂或單涂型膠粘劑與金屬表面之間主要通過吸附作用實現粘結。底涂型和面涂型膠粘劑之間,以及膠粘劑與橡膠之間通過相互擴散作用和共交聯作用而實現粘結。
橡膠-金屬粘接不良的原因分析及解決方法
1 膠漿選用不對。解決方法:參考具體使用手冊,選擇合適的膠粘劑
2金屬表面處理失敗,以致底涂的物理吸附不能很好的實現。解決方法;粗化金屬表面,金屬粘結表面一定的粗糙度。常用的處理方法,顯微鏡觀察表面粗糙度從大到小依次是噴砂、拋丸>磷化>鍍鋅.金屬表面不能有銹蝕,不能粘到油污、灰塵、雜質等
3膠漿涂刷工藝穩定性差,膠漿太稀、漏涂、少涂、殘留溶劑等。解決方法;注意操作,防止膠漿漏涂、少涂。
涂好膠漿的金屬件應注意充分干燥,讓溶劑充分揮發,防止殘留溶劑隨硫化時揮發,導致粘結失敗。要一定的涂膠厚度,特別是面涂膠漿。這樣一方面可以有充足物質使相互擴散和共交聯作用充分進行;另一方面可以實現一定的模量梯度層
4配方不合理,膠料硫化速度與膠漿硫化速度不一致。解決方法;改進配方以有充足的焦燒時間。模具、配方改進,膠料以快的速度到達粘結部位。盡量采用普通、半有效硫化體系,提高硫黃用量,以實現多硫交聯鍵。改進硫化條件(溫度、時間和壓力)。減少易噴霜物和增塑劑的使用,防止其遷移到橡膠表面,從而影響粘結。膠料停放時間太長,改用新鮮的膠料
5壓力不足。解決方法;增大硫化壓力。注意溢料口、抽真空槽的位置、尺寸,防止局部與大氣過多溝通以至壓力不足。模具配合緊密,防止局部壓力損失過大
6膠漿有效成分揮發或固化。解決方法;硫化前需預烘的金屬件,應注意預烘的時間和溫度控制,過度預烘會導致反應性物質揮發和膠漿的焦燒(或固化)。操作時注意防止金屬件在模具內停留時間過長
7有已硫化的膠皮、膠屑等異物混入混煉膠,隨橡膠一起硫化,由小面積脫膠,引起制品大面積剝離。解決方法; 加強物料管理
橡膠篩網在加工中容易出現的問題-氣泡 及解決方案
常見的有大氣泡和薄皮氣泡兩種。大氣泡表現為橡膠接頭體表面存在體積較大的氣泡。大氣泡產生的原因及解決方法如下:
1制品硫化不充分,導致橡膠制品表面有大氣泡,割開其內部呈蜂窩海綿狀。解決方法;延長硫化時間,提高硫化溫度。硫化時有足夠的壓力。調整配方,提高硫化速度
2橡膠-金屬粘接不良會引起粘結部位殘留大量氣體,加壓時氣體收縮。一旦撤去壓力,氣體擴散,橡膠層較薄且面積較大的橡膠和金屬之間會出現氣泡。解決方法; 以1中所述方法解決
3有氣體裹入膠料,氣體不易排除,隨膠料一起硫化,從而在制品表面出現氣泡。解決方法;增加模具合模后放氣次數。對模具進行抽真空。提高混煉膠溫度。采用門尼粘度較高的橡膠。入料前挑破膠料上的氣泡。改進開煉機混煉工藝,盡量避免氣體混入膠料。改進注壓條件,使膠料能較慢的進入模具型腔。改進模具的排氣槽、溢料槽等
4 膠料配方中有易揮發物。解決方法;注意調節適當的硫化條件,溫度不宜太高。使用的各種原料應注意使用前的防潮工作,必要時可以進行干燥。減少使用硫化時產生氣體等小分子物質的原料。減少使用低沸點的增塑劑、填充油、軟化劑
薄皮氣泡表現為產品橡膠部分表皮淺層存在一定數量的小氣泡。薄皮氣泡產生的原因及解決方法如下所示。
5硫化條件,硫化劑配合不恰當。解決方法;注意調節適當的硫化條件,溫度不宜太高。調節適當的促進劑比例,不宜過高
6 混煉中部分裝橡膠原輔材料的塑料袋,未融化,并均勻分散在混煉膠中。解決方法;提高混煉溫度。盡量去掉塑料包裝袋