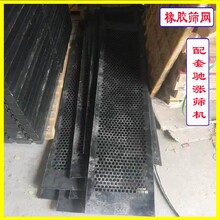
安裝方式按需定制孔型多款材質復合橡膠加工工藝塑料 餾化加工方式模壓 沖孔
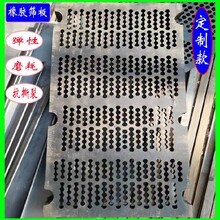
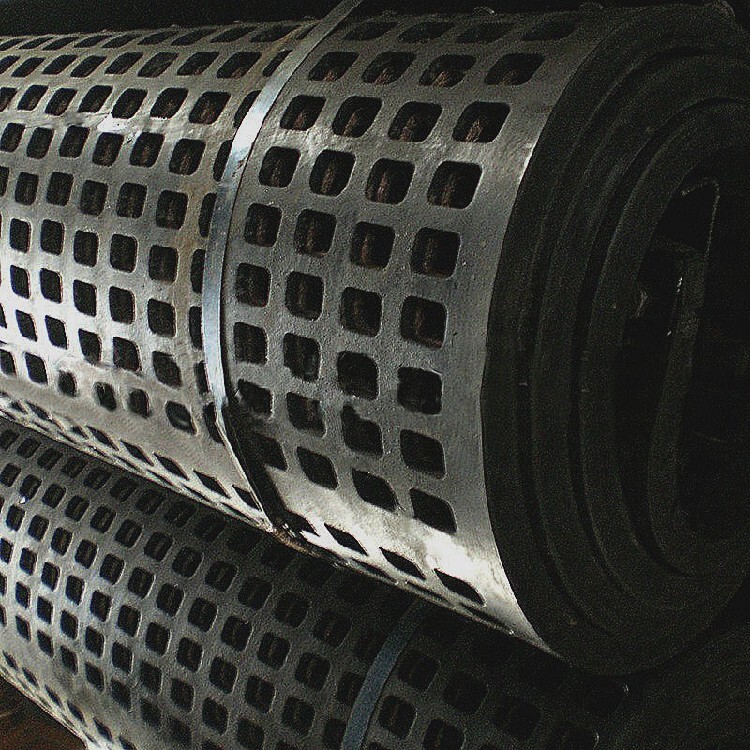
橡膠篩網具有以下優點: 1、篩網可以在模壓工藝中增加各種不同的骨架材料,延長使用壽命; 2、篩網重量較輕便于現場裝卸; 3、篩網阻力大,可降低噪音; 4、篩網可根據物料的形狀設計出不同的孔形,篩孔愈大,單位篩網面積的生產率愈高,篩分效力也越好,但篩孔的大小取決于采用的目的和要求; 5、篩網由于有橡膠的特性,所以使用壽命較長,承載能力大。

橡膠篩網原材料的塑煉 生膠富有彈性,缺乏加工時必需的可塑性性能,因此不便于加工。為了提高其可塑性,所以要對生膠進行塑煉;這樣,在混煉時配合劑就容易均勻分散在生膠中;同時,在壓延、成型過程中也有助于提高膠料的滲透性〔滲入纖維織品內和成型流動性。 將生膠的長鏈分子降解,形成可塑性的過程叫做塑煉。 生膠塑煉的方法有機械塑煉和熱塑煉兩種。機械塑煉是在不太高的溫度下,通過塑煉機的機械擠壓和摩擦力的作用,使長鏈橡膠分子降解變短,由高彈性狀態轉變為可塑狀態。熱塑煉是向生膠中通入灼熱的壓縮空氣,在熱和氧的作用下,使長鏈分子降解變短,從而獲得可塑性。
橡膠篩網在生產上,容易出現的問題:脫膠 及解決方案 橡膠-金屬粘接不良 橡膠與金屬的粘結是橡膠減震產品一個重要環節,橡膠與金屬的粘結原理,普遍認為在低模量的橡膠與高模量的金屬之間,膠粘劑成為模量梯度,以減少粘結件受力時的應力集中。常用雙涂型膠漿的底涂或單涂型膠粘劑與金屬表面之間主要通過吸附作用實現粘結。底涂型和面涂型膠粘劑之間,以及膠粘劑與橡膠之間通過相互擴散作用和共交聯作用而實現粘結。 橡膠-金屬粘接不良的原因分析及解決方法 1 膠漿選用不對。解決方法:參考具體使用手冊,選擇合適的膠粘劑 2金屬表面處理失敗,以致底涂的物理吸附不能很好的實現。解決方法;粗化金屬表面,金屬粘結表面一定的粗糙度。常用的處理方法,顯微鏡觀察表面粗糙度從大到小依次是噴砂、拋丸>磷化>鍍鋅.金屬表面不能有銹蝕,不能粘到油污、灰塵、雜質等 3膠漿涂刷工藝穩定性差,膠漿太稀、漏涂、少涂、殘留溶劑等。解決方法;注意操作,防止膠漿漏涂、少涂。

涂好膠漿的金屬件應注意充分干燥,讓溶劑充分揮發,防止殘留溶劑隨硫化時揮發,導致粘結失敗。要一定的涂膠厚度,特別是面涂膠漿。這樣一方面可以有充足物質使相互擴散和共交聯作用充分進行;另一方面可以實現一定的模量梯度層 4配方不合理,膠料硫化速度與膠漿硫化速度不一致。解決方法;改進配方以有充足的焦燒時間。模具、配方改進,膠料以快的速度到達粘結部位。盡量采用普通、半有效硫化體系,提高硫黃用量,以實現多硫交聯鍵。改進硫化條件(溫度、時間和壓力)。減少易噴霜物和增塑劑的使用,防止其遷移到橡膠表面,從而影響粘結。膠料停放時間太長,改用新鮮的膠料 5壓力不足。解決方法;增大硫化壓力。注意溢料口、抽真空槽的位置、尺寸,防止局部與大氣過多溝通以至壓力不足。模具配合緊密,防止局部壓力損失過大 6膠漿有效成分揮發或固化。解決方法;硫化前需預烘的金屬件,應注意預烘的時間和溫度控制,過度預烘會導致反應性物質揮發和膠漿的焦燒(或固化)。操作時注意防止金屬件在模具內停留時間過長 7有已硫化的膠皮、膠屑等異物混入混煉膠,隨橡膠一起硫化,由小面積脫膠,引起制品大面積剝離。解決方法; 加強物料管理

橡膠篩網在加工時,容易出現的問題-撕裂、拉毛 及解決方法 撕裂、拉毛表現在橡膠接頭膠體被扯斷或橡膠體表面不光滑平整。撕裂、拉毛的原因和解決的方法如下; 8.1脫模方式不合理,硬脫模,導致制品被扯斷或拉毛。解決方法;改進脫模方式,改進模具結構。噴脫模劑 8.2制品過度硫化,導致橡膠強度等物理性能下降而被撕裂、扯斷。解決方法;調整硫化條件到正硫化。 8.3硫化溫度太高。解決方法;調整膠料配方,降低硫化溫度。

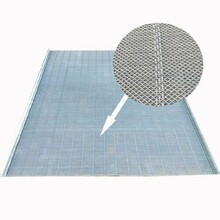
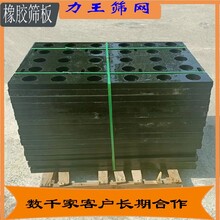
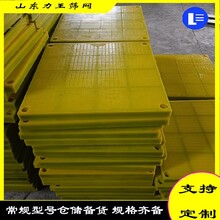
橡膠篩網是由橡膠為原料制作而成的,由于金屬框架內嵌在橡膠篩網內,相同大小的篩孔均勻分布在篩網上,因此橡膠篩網具有的耐磨性和降噪的性能,它是振動篩在工作過程中的主要篩分設備,橡膠篩網比重低,安裝的時候比較方便,同時裝卸、運輸也比較方便,同時也降低了篩分機器的功耗,延長了使用壽命,由于橡膠篩網本身的耐磨結構,篩網具有彈性能力,不易堵孔,自潔能力比較好,廣泛應用于礦山、煤炭、冶金等行業的礦石分選和原煤分級等。