





關鍵詞 |
生產橡膠篩網,橡膠篩網報價,晉城橡膠篩網,銷售力王篩網橡膠篩網 |
面向地區 |
全國 |
產地 |
山東 |
用途 |
篩網 |
規格 |
多種 |
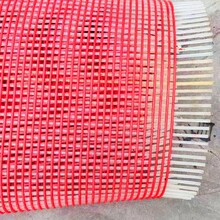
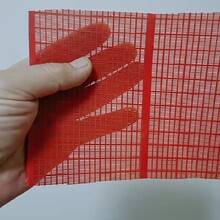
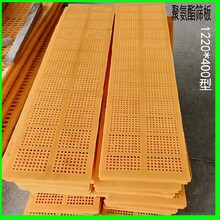
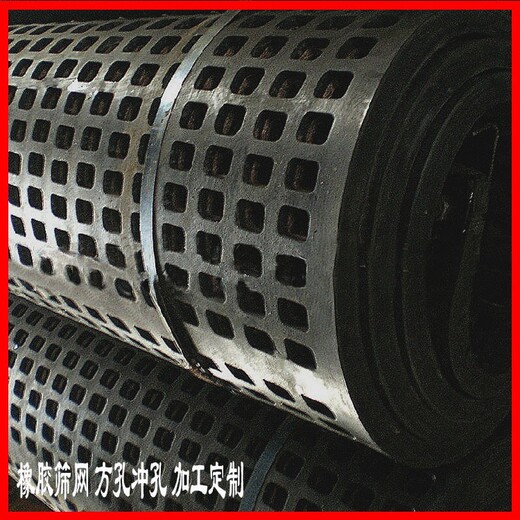
橡膠篩網制造簡單,噪音低,增加了柔性度,降低了框架的重量,降低了振動篩的振動能耗,篩分率高且使用壽命長,是由橡膠混煉而成的,橡膠篩網包括邊框、篩網孔、螺口和鋼筋;邊框上下各設有二個用于固定篩網的螺口,邊框和鋼筋固定在篩網孔的周邊,篩網孔的每個交叉點處均固定焊接,鋼筋為雙鋼筋結構,邊框表面可以為各種顏色的橡膠,橡膠篩網中邊框和鋼筋的表面采用合成膠料加入橡膠配合劑混煉而成,使得橡膠與邊框和鋼筋之間有高強度粘結性,使橡膠篩網在工作中有很好的拉伸性;橡膠篩網的耐疲勞強度,延長了振動篩網的使用壽命,降低了工人的勞動強度和生產成本。
橡膠工業制品類橡膠制品:
①膠帶-運輸帶、傳送帶等;
②膠管-夾布膠管、編織膠管、纏繞膠管、針織膠管、特種膠管等;
③模型制品-橡膠密封件、減震件等;
④壓出制品-純膠管、門窗密封條、各種橡膠型材等;
⑤膠布制品-生活和防護膠布制品(如雨衣)、工業用膠布制品(如礦用導風筒)、交通和儲運制品(如油罐)、救生制品(如救生筏)等;
⑥膠輥:印染膠輥、印刷膠輥、造紙膠輥等;
⑦硬質膠制品:電絕緣制品(蓄電池殼)、化工防腐襯里、微孔硬質膠(微孔隔板)等;
⑧橡膠絕緣制品-電線、電纜等;
⑨膠乳制品-浸漬制品、海綿、壓出制品、注模制品等;
橡膠篩網加工指以天然及合成橡膠為原料,生產各樣橡膠篩網的過程。
橡膠篩網基本特征:
1.橡膠篩網制品成型時,經過大壓力壓制,其因彈性體所俱備以內聚力沒法消除,在成型離模時,常常產生極不穩固的縮短(橡膠的縮短率,因膠種不同而有差別),必要經過一段時間后,才能緩和穩固。所以,當一橡膠篩網設計之初,無論配方或模具,都需慎重計算配合,若否,則簡單產生篩網尺寸不穩固,造成篩網質量低沉。
2.橡膠屬熱溶熱固性之彈性體,塑料則屬于熱溶冷固性。橡膠因硫化物種類主體不同,其成型固化的溫度范圍,亦有相當的差距,甚至可因天氣改變,室內溫濕度所影響。所以橡膠篩網的生產條件,需隨時做適量的調整,若無,則可能產生篩網質量的差別。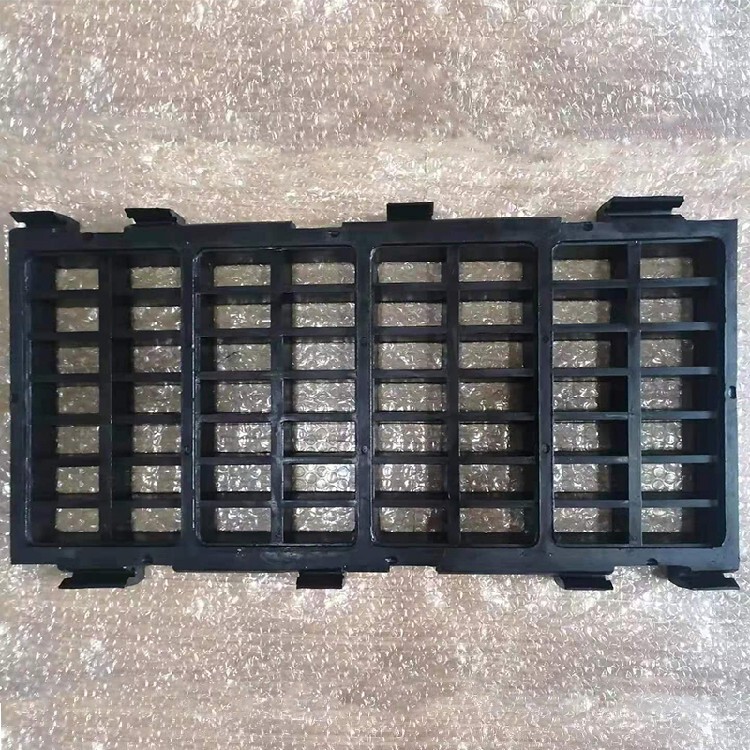
橡膠制品膠種的分類:
1.通用橡膠:
是指部分或所有取代天然橡膠使用的膠種,如丁苯橡膠、順丁橡膠、異戊橡膠等,主要用于制造輪胎和一般工業橡膠制品。通用橡膠的需求量大,是合成橡膠的主要品種。
2.丁苯橡膠:
丁苯橡膠是由丁二烯和苯乙烯共聚制得的,是產量大的通用合成橡膠,有乳聚丁苯橡膠、溶聚丁苯橡膠和熱塑性橡膠(SBS)。
3.順丁橡膠:
是丁二烯經溶液聚合制得的,順丁橡膠擁有特別的耐寒性、耐磨性和彈性,還擁有較好的耐老化性能。順丁橡膠絕大多數用于生產輪胎,少部分用于制造耐寒制品、緩沖資料以及膠帶、膠鞋等。順丁橡膠的弊端是抗扯破性能交差,抗濕滑性能不好。
4.異戊橡膠:
異戊橡膠是聚異戊二烯橡膠的簡稱,采納溶液聚合法生產。異戊橡膠與天然橡膠相同,擁有的彈性和耐磨性,的耐熱性和較好的化學穩固性。異戊橡膠生膠(未加工前)強度顯著低于天然橡膠,但質量均一性、加工性能等優于天然橡膠。異戊橡膠能夠取代天然橡膠制造載重輪胎和越野輪胎還能夠用于生產各樣橡膠制品。
5:乙丙橡膠:
乙丙橡膠以乙烯和丙烯為主要原料合成,耐老化、電絕緣性能和耐臭氧性能。乙丙橡膠可大批充油和填補碳黑,制品價錢較低,乙丙橡膠化學穩固性好,耐磨性、彈性、耐油性和丁苯橡膠靠近。乙丙橡膠的用途十分寬泛,能夠作為輪胎胎側、膠條和內胎以及汽車的零零件,還可作電線、電纜包皮及高壓、壓絕緣資料。還可制造膠鞋、衛生用品等淡色制品。
6.氯丁橡膠:
它是以氯丁二烯為主要原料,經過均聚或少許其余單體共聚而成的。如抗張強度高,耐熱、耐光、耐老化性能,耐油性能均優于天然橡膠、丁苯橡膠、順丁橡膠。
擁有較強的耐燃性和的抗延燃性,其化學穩固性較高,耐水性。氯丁橡膠的弊端是電絕緣性能,耐寒性能較差,生膠在儲存時不穩固。氯丁橡膠用途寬泛,如用來制作運輸皮帶和傳動帶,電線、電纜的包皮資料,制橡膠加工工藝問答
橡膠篩網在生產上,容易出現的問題:脫膠 及解決方案
橡膠-金屬粘接不良
橡膠與金屬的粘結是橡膠減震產品一個重要環節,橡膠與金屬的粘結原理,普遍認為在低模量的橡膠與高模量的金屬之間,膠粘劑成為模量梯度,以減少粘結件受力時的應力集中。常用雙涂型膠漿的底涂或單涂型膠粘劑與金屬表面之間主要通過吸附作用實現粘結。底涂型和面涂型膠粘劑之間,以及膠粘劑與橡膠之間通過相互擴散作用和共交聯作用而實現粘結。
橡膠-金屬粘接不良的原因分析及解決方法
1 膠漿選用不對。解決方法:參考具體使用手冊,選擇合適的膠粘劑
2金屬表面處理失敗,以致底涂的物理吸附不能很好的實現。解決方法;粗化金屬表面,金屬粘結表面一定的粗糙度。常用的處理方法,顯微鏡觀察表面粗糙度從大到小依次是噴砂、拋丸>磷化>鍍鋅.金屬表面不能有銹蝕,不能粘到油污、灰塵、雜質等
3膠漿涂刷工藝穩定性差,膠漿太稀、漏涂、少涂、殘留溶劑等。解決方法;注意操作,防止膠漿漏涂、少涂。
涂好膠漿的金屬件應注意充分干燥,讓溶劑充分揮發,防止殘留溶劑隨硫化時揮發,導致粘結失敗。要一定的涂膠厚度,特別是面涂膠漿。這樣一方面可以有充足物質使相互擴散和共交聯作用充分進行;另一方面可以實現一定的模量梯度層
4配方不合理,膠料硫化速度與膠漿硫化速度不一致。解決方法;改進配方以有充足的焦燒時間。模具、配方改進,膠料以快的速度到達粘結部位。盡量采用普通、半有效硫化體系,提高硫黃用量,以實現多硫交聯鍵。改進硫化條件(溫度、時間和壓力)。減少易噴霜物和增塑劑的使用,防止其遷移到橡膠表面,從而影響粘結。膠料停放時間太長,改用新鮮的膠料
5壓力不足。解決方法;增大硫化壓力。注意溢料口、抽真空槽的位置、尺寸,防止局部與大氣過多溝通以至壓力不足。模具配合緊密,防止局部壓力損失過大
6膠漿有效成分揮發或固化。解決方法;硫化前需預烘的金屬件,應注意預烘的時間和溫度控制,過度預烘會導致反應性物質揮發和膠漿的焦燒(或固化)。操作時注意防止金屬件在模具內停留時間過長
7有已硫化的膠皮、膠屑等異物混入混煉膠,隨橡膠一起硫化,由小面積脫膠,引起制品大面積剝離。解決方法; 加強物料管理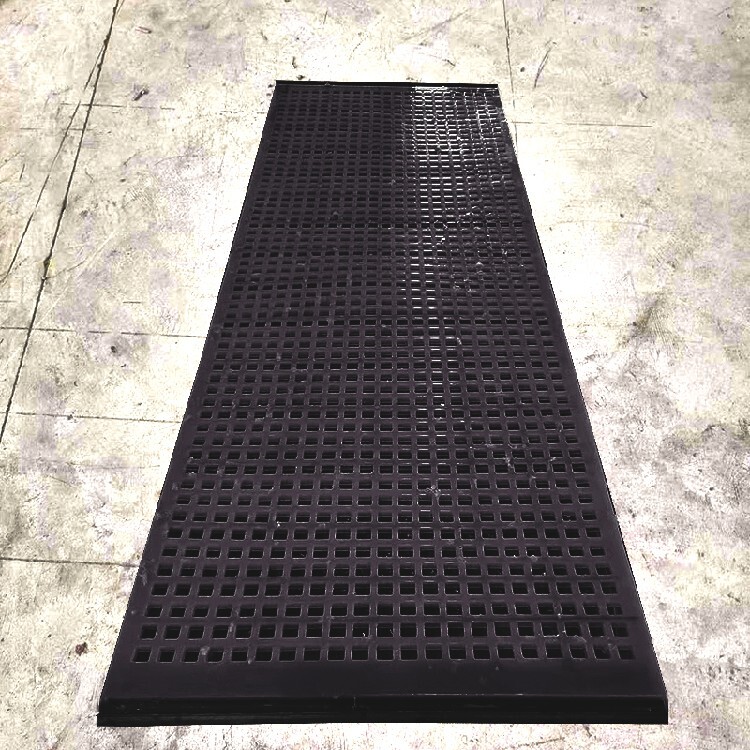
橡膠篩網在加工時,容易出現的問題-撕裂、拉毛 及解決方法
撕裂、拉毛表現在橡膠接頭膠體被扯斷或橡膠體表面不光滑平整。撕裂、拉毛的原因和解決的方法如下;
8.1脫模方式不合理,硬脫模,導致制品被扯斷或拉毛。解決方法;改進脫模方式,改進模具結構。噴脫模劑
8.2制品過度硫化,導致橡膠強度等物理性能下降而被撕裂、扯斷。解決方法;調整硫化條件到正硫化。
8.3硫化溫度太高。解決方法;調整膠料配方,降低硫化溫度。