關鍵詞 |
山東焊接篩網,錳鋼焊接篩網,機器人焊接篩網,礦用焊接篩網 |
面向地區 |
全國 |
產地 |
山東 |
用途 |
篩分 |
規格 |
多種 |
材料 |
金屬 |
孔型 |
方型 |
錳鋼焊接篩網、焊接礦篩網適配振動篩分類及特點
振動篩是一種適合潮濕細粒級難篩物料干法篩分的振動篩分機械設備,是目前國內處理難篩物料的振動篩分機械設備。振動篩具有大振幅、大振動強度、較低頻率和彈性篩面的工藝特點。工作過程中始終保持較大的開孔率,從而篩分效率/高、處理能力大,篩板更換方便,降低了成/本。振動篩超大篩面和大處理能力可滿足現場的生產需要。振動篩篩子的結構采用多段篩面振動而篩箱和機架不參與振動的運動方式,使篩子實現了大型化。
振動篩的分類
振動篩分設備按重量用途可分為:礦用振動型,輕型精細型,實驗振篩型
礦用振動篩可分為:重型篩,自定中心型,橢圓振動型,脫水篩,圓振篩,香蕉篩,直線振動篩等
輕型精細振動篩可分為:旋振篩,直線篩,直排篩,超聲波振動篩,過濾篩等可參考振動篩系列
實驗振動篩:拍擊篩,頂擊式振篩機,標準檢驗篩,電動振篩機等請參考實驗設備
按照振動篩的物料運行軌跡可以分為:
按直線運動軌跡分:直線振動篩(物料在篩面上向前做直線運動)
按圓型運動軌跡分:圓振篩(物料在篩面上做圓形運動)結構和優點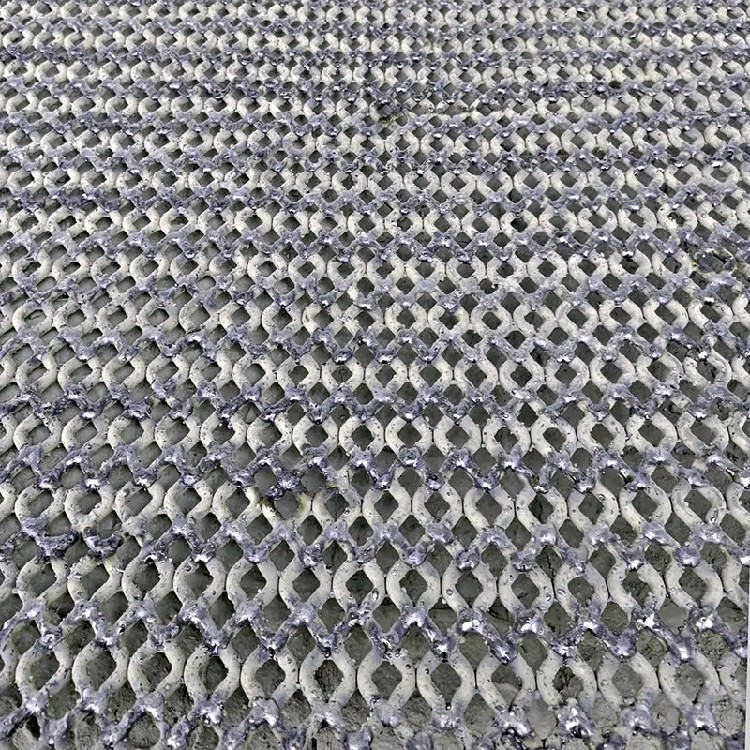
篩網的研發和制作過程,是不斷對篩網的功能實驗、探索、總結、提高的過程,特別是對使用壽命,尤其重要。其中包括對各類材質的實驗、加工工藝的改進等。焊接篩網,是興起比較晚的篩網類型,可以說相當“年輕”。之所以出現該類型,主要是因為編織篩網的局限性而來。編織篩網,作為線材類篩網,因受鋼材強度制約,孔徑絲徑比例要符合一定的指標范圍。
以強度為例 指金屬材料在外力作用下抵抗長期變形和斷裂的能力。
強度是衡量零件本身承載能力 (即抵抗失效能力)的重要指標。
按外力作用的性質不同可分為:
屈服強度
抗拉強度
抗壓強度
抗彎強度
加工工程常用的是屈服強度和抗拉強度。
焊接篩網,開始實驗之初,是針對大孔(孔徑大于20毫米)的篩網,實踐證明,效果良好,可以達到客戶對篩網的預期使用壽命。經過反復試驗,小孔(6-10毫米)也可以加工制作。但是焊接方式,要有改變,只能跳焊。因為滿焊情況下,由于焊點相對大孔篩網,應力差較大,篩面彎曲、凸起、凹陷等現象,整形、整平難度相當大,做成的篩網,在安裝使用時,實用性很低。
當今,部分篩網加工單位,做機器人自動焊接試驗。焊點均勻,整齊,外觀漂亮,但是缺點也明顯:焊點燒不透,有空隙。也就是說,“皮”好“瓤”一般。
所以說,想要達到人工焊接的牢固程度、使用效果,還要相當遠的路要走。當然,機器代替人工,是大勢所趨,也是必然的。
據不完全統計,當今焊接篩網占線材類篩網的用量,35%以上,并且呈逐年增長趨勢,可以說能當一面了。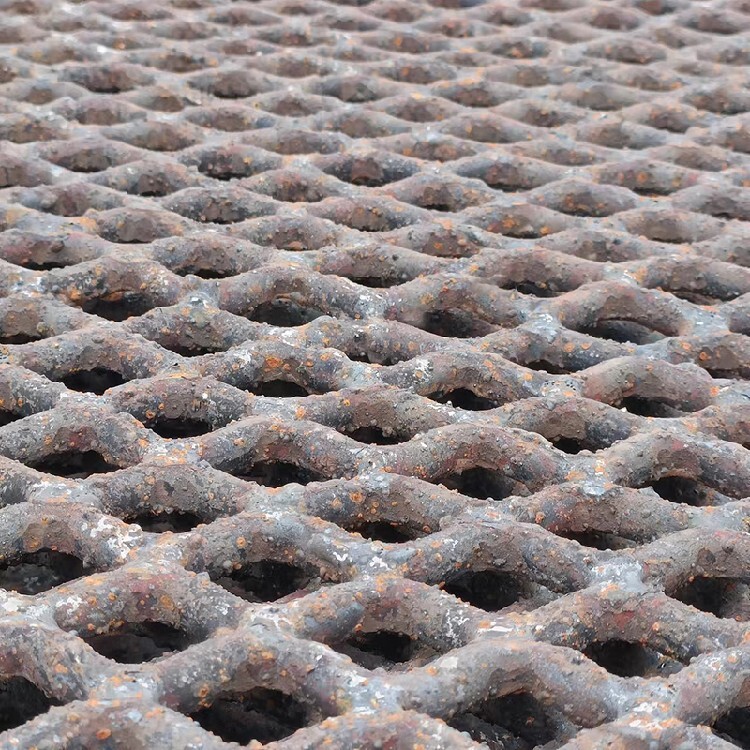
焊接篩網,簡單來說,就是電焊、淬火的礦篩網,屬于錳鋼篩網,源自錳鋼編織篩網,是錳鋼篩網的升級和延伸。
在錳鋼篩網使用時,由于開采選礦單位資源整合,對產能要求越來越高,所以篩網配套篩機愈來愈大,具體說來就是篩機在篩面長度上由原來的6米,加大到7米、7.5米,甚至8米,寬度由1.8米,逐漸加寬到現在的3.5米。所以原有篩網加工方式有些不跟節奏,特別是在大型篩機上,使用效果達不到預期。
所以,錳鋼篩網,加強加重版本類型—焊接篩網研發而成。經過近十年、數千家單位使用后,反應良好。
焊接篩網屬于錳鋼篩網,相較編織篩網,先是篩條加粗,使得篩網在承重方面增強;其次加工是以焊接為主,可有效避免篩條之間的摩擦、磨損,不會出現人為因素可能形成的篩網松懈現象;再者是硬度提高,經電爐接近900°C的高溫加熱,水淬火處理后,篩網篩條硬度增加10-18%,可有效提高篩面的耐磨性能。
焊接篩網在篩分篩選過程中,表現理想的方面是使用壽命有較為明顯的延長,更換周期可達用戶預期。同時因篩網單位重量增加15—23%,篩機振幅受到一定程度的影響。物料篩分后粒度誤差降低的同時,篩孔彈性余量較小,單位面積內透篩效率有所下降。
所以,焊接篩網的使用和選擇,要根據具體工作場景,是要側重哪方面。
經過十多年的反復試驗,并不斷根據多家用戶的信息反饋,焊接篩網工藝不斷改進,各項指標不斷提高,用量逐漸增長,在礦篩網市場所占比例愈來越高。
總的說來,焊接篩網有三個新高度:
1 絲徑新高度 在錳鋼軋花網中,所用篩條絲徑可達峰值,單位重量可達40公斤/平方米以上;
2 篩面硬度 篩網經過淬火后,硬度可HRC57.6,遠盤條原料硬度HRC48.3;
3 更換周期 相對編織型篩網,更換周期延長2-3倍。