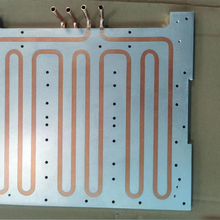
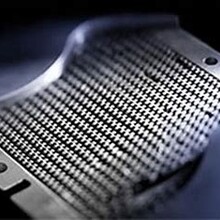
鏟齒散熱器的生產需要改進鏟齒生產工藝,以及的大型鏟齒機床和工程師的技術合作。具體生產工藝如下:(1)根據設計尺寸定制合適的型材,然后根據正確的操作方法將型材放在鏟齒機床上(2)設置鏟齒機床參數,輸入待制作的鏟齒數據,如齒間距、齒高、齒厚等(3)啟動鏟齒機床。工程師監控機床,檢查半成品,檢查是否符合數據要求,并進行異常校準。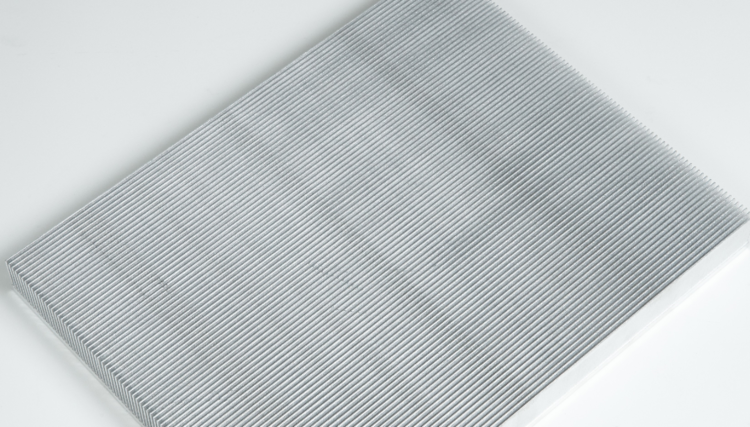
兩者之間的合作重要的是需要考慮風扇的性能和散熱器的阻尼,散熱器的阻尼直接決定了風扇的工作點,也直接影響風扇的性能,因此需要在設計中,散熱器阻尼和風扇性能匹配,可以發揮風扇的大效益,也可以降低散熱器的成本。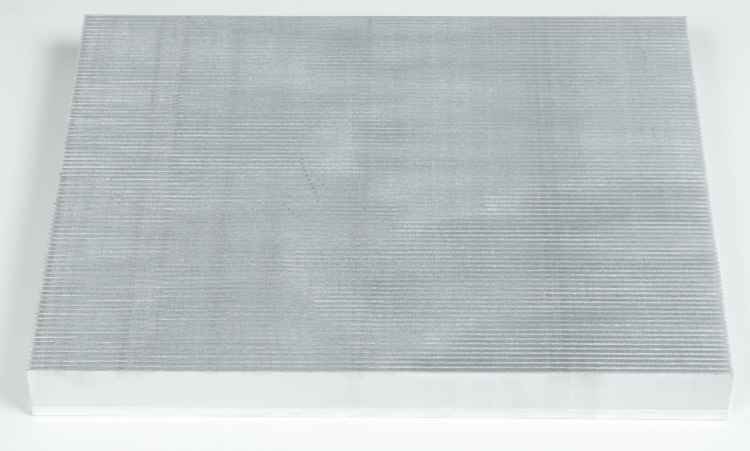
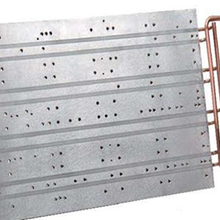
每個項目的功耗不同于風扇,需要使用的鏟齒散熱器也不同。鏟齒散熱器的基板厚度、翅片厚度、齒間距等參數將直接關系到鏟齒散熱器的成本、裝置的溫升和風扇的性能。因此,當我們選擇鏟齒散熱器時,我們會花盡可能多的時間來優化一些參數。
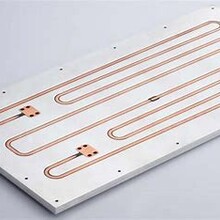
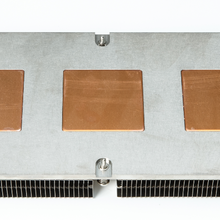
齒形散熱器的優化設計主要是優化基板的厚度、翅片的高度和厚度以及齒間距。在特殊情況下,還可以設計鏟齒散熱器的材料,是否嵌入熱管或均溫板。
當要求鏟齒散熱器散熱較大時,會使用CU作為加工材料,CU傳熱系數為380W/m.k,傳熱系數遠鋁,同時,成本也會增加很多。
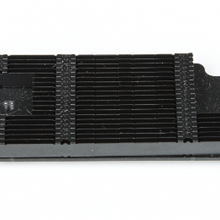
通過改變散熱器齒片的類型,ICEPAK通過實驗測試和比較,分析了同等條件下密齒鏟齒散熱器和密齒型材散熱器的散熱效果.根據模擬結果與實驗試驗結果的比較,與型材散熱器相比,由于其高密度齒的可加工性,鏟齒散熱器的散熱效果優于型材型材散熱器.提高散熱器散熱設計的設計思路.