Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
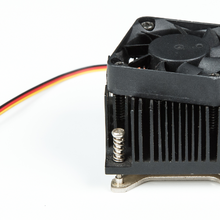
鋁型材散熱器主要采用高壓鑄鋁和拉伸鋁合金焊接。其主要優(yōu)點(diǎn)是:
①鋁型材散熱器散熱性好的散熱性能和明顯的節(jié)能特性。在同一個(gè)房間里,如果使用相同規(guī)格的散熱器,鋁鑄件的數(shù)量將少于鋼。
②鋁型材散熱器具有良好的抗氧化和耐腐蝕性,無(wú)需添加任何添加劑。其原理是,一旦鋁在空氣中遇到氧氣,它就會(huì)產(chǎn)生一層氧化膜,這種氧化膜既堅(jiān)韌又致密,從而防止自身材料的進(jìn)一步腐蝕。
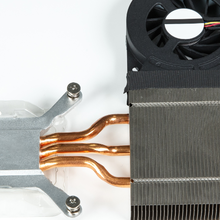
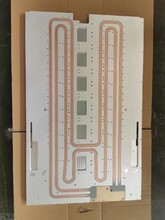
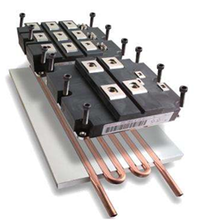
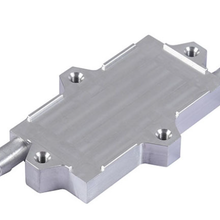
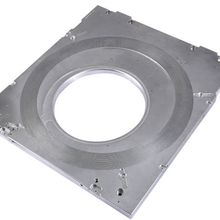
水冷板的焊接方式有:氮?dú)獗Wo(hù)釬焊,真空釬焊,氬弧焊,攪拌摩擦焊等。焊接方式的選用與材質(zhì)和產(chǎn)品的厚度有關(guān),氮?dú)獗Wo(hù)釬焊和真空釬焊通常適用于產(chǎn)品壁薄,質(zhì)量小的產(chǎn)品如熱交換器,雷達(dá)天線等,焊接母材通常選用AL3003,AL4004,AL4045,AL4043等;氬弧焊接由于起弧溫度高,加上有氬氣保護(hù),可以焊接任意形式鋁材,但是由于氬焊溫度高,焊接的母材需比較厚,焊接時(shí)容易產(chǎn)生局部變形,焊縫需要后加工處理,加工面有砂眼,裂紋等缺陷。氬焊通常采用手工操作,具有不穩(wěn)定性。攪拌摩擦焊接特別適用于鋁合金的焊接,具有缺陷率低、綠色環(huán)保的技術(shù)特點(diǎn),是厚壁較大型的冷板制作的焊接工藝。以上無(wú)論何種焊接方式,焊縫周圍都需要注意材料無(wú)雜質(zhì),否則影響焊接產(chǎn)生缺陷。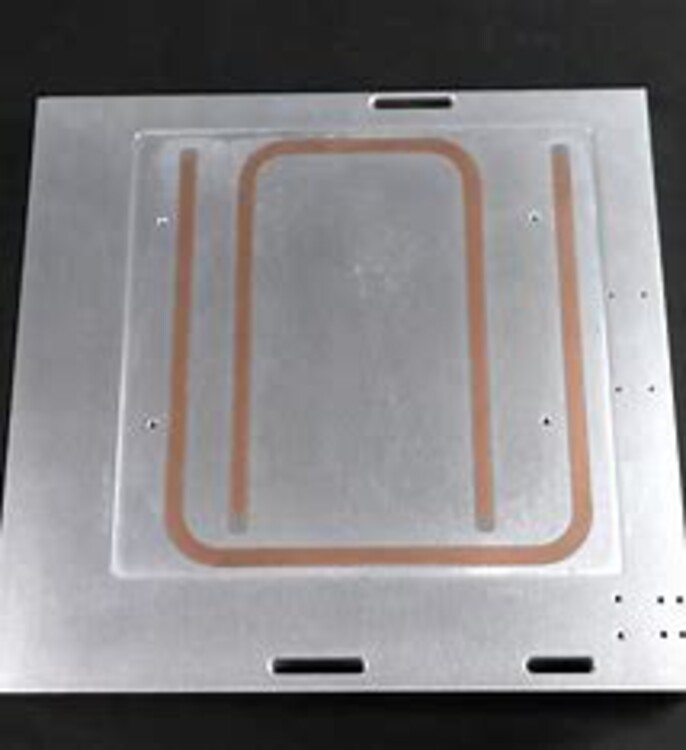
焊接設(shè)計(jì)要注意:
?采用氬弧焊接需要開適合焊接的斜坡口;
?釬焊、攪拌摩擦焊需要嚴(yán)格控制焊縫的間隙,間隙在0.05~0.10mm之間;
?無(wú)論何種焊接方式對(duì)焊料的選擇都焊料與母材的材質(zhì)相近,否則因產(chǎn)品處于鹽溶液當(dāng)中產(chǎn)生原電池反應(yīng)腐蝕焊縫。
?對(duì)于焊接會(huì)產(chǎn)生變形,焊接前產(chǎn)品需對(duì)厚度留有余量,以免后加工使產(chǎn)品尺寸無(wú)法