注塑機移門單邊加寬,適合長行程抽芯模具的安裝使用;移門使用鋼化玻璃,外觀整潔美觀,容易清潔保養,用化、永遠透明;配置取件操作臺;
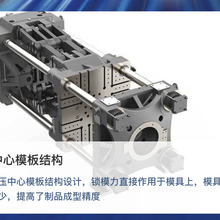
注塑機ACS自適應合模系統:
注塑機設備開模精度高自適應零間隙,解決平行度拉桿偏差,有效提高制品成型品質和保護模具啟閉。合模機構作為注塑成型設備關鍵部件之一,主要作用是實現模具啟閉、鎖緊和制品頂出,其鎖模性能直接影響到成型制品的質量,而傳統合模機構存在的問題表現為傳遞到模具上的鎖模力不均勻(兩端大,中間小)整體偏大,模具上壓力不均勻,容易造成排氣不良,長期鎖模力不均勻不利于保護模具。
注塑機的液壓系統
液壓傳動系統的作用是實現注塑機按工藝過程所要求的各種動作提供動力,并滿足注塑機各部分所需壓力、速度、溫度等的要求。它主要由各自種液壓元件和液壓元件所組成,其中油泵和電機是注塑機的動力來源。各種閥控制油液壓力和,從而滿足成型工藝各項要求。
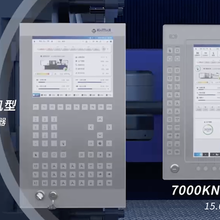
電氣控制
電氣控制系統與液壓系統合理配合,可實現機的工藝過程要求(壓力、溫度、速度、時間)和各種程序動作。主要由電器、電子元件、儀表(見右下圖)、加熱器、傳感器等組成。一般有四種控制方式,手動、半自動、全自動、調整。
注塑機的加熱/冷卻
加熱系統是用來加熱料筒及噴嘴的,注塑機料筒一般采用電熱圈作為加熱裝置,安裝在料筒的外部,并用熱電偶分段檢測。熱量通過筒壁導熱為物料塑化提供熱源;冷卻系統主要是用來冷卻油溫,油溫過高會引起多種故障出現所以油溫加以控制。另一處需要冷卻的位置在料管下料口附近,防止原料在下料口熔化,導致原料不能正常下料。
潤滑系統
潤滑系統是注塑機的動模板、調模裝置、連桿機鉸、射臺等處有相對運動的部位提供潤滑條件的回路,以便減少能耗和提高零件壽命,潤滑可以是定期的手動潤滑,也可以是自動電動潤滑。
注塑機操作注意事項:
1、愛護機器,禁止野蠻操作!不得隨意攀爬,翻越機臺;
2、作好設備每日點檢和日常保養作業,發現異常及時解決;
3、禁運用鋼鐵類東西觸摸模具型腔外表和敲打模具!如需求進行此類操作時,應運用紫銅類軟質東西;如需對型腔進行觸摸時,應由人員進行操作;
4、禁止在模具開著的情況下,操作座進動作沖擊定模;
5、操作完成后隨時記住關上安全防護門(包括前后門);
6、機器在運轉過程中禁止把頭伸入開著的模具中間,例如手動取件、修理模具時;
7、座退射料時有必要關上安全防護罩,盡量遠離射嘴;不得用手直接捏拿剛射出的新料;
8、修理機臺和模具時應封閉機器馬達和相對應的電源,并作好防護辦法。
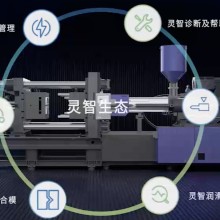
注塑機的伺服節能系列注塑機,配備了的伺服變速動力控制系統,在注塑機成型過程中對不同的壓力,作出不同的頻率輸出,并對壓力進行的閉環控制,實現伺服電機對注塑機能量需求的高速響應及匹配和自動調整。
1、 采用性能的伺服控制器,伺服電動機等節能器件;
2、 靈敏的伺服控制系統,快速啟動反應時間僅需0.04S;
3、 伺服電機與液壓系統組成閉環控制,相比傳統機型重復精度提高;
4、 減輕開鎖模的沖擊,延長機械部件和模具的使用壽命;
5、 減少電力的使用,在理想工作狀態下該機型比傳統注塑機節電效率可達20%-80%;
6、 系統發熱量遠遠低于傳統注塑機,節約了冷卻水30%左右的用量,延長了油路密封件和液壓件的使用壽命;
7、 整行運行時噪音低,比傳統注塑機明顯下降。