初次使用本品者請詳讀物質安全數據MSDS說明,無經驗者在人士指引下使用,小批量試樣合格再批量生產
· 本品為原液使用常溫~60℃,使用溫度為50-55℃
· 將清潔的工件置于本品中完全浸泡10~15分鐘后,用清水漂洗干凈,然后烘干即可包裝
· 若工件形狀復雜,鈍化后難以沖洗干凈的情況,建議增加使用1-3%NaOH溶液中和處理
建議工藝流程
脫脂—漂水—酸洗/活化(1-3分鐘)---漂水— 鈍 化 —流動清水漂洗(1-3次)—中和—漂水---純凈水—烘干或晾干
以上工藝可根據具體情況增減
質量指標檢測方法
總酸度的測量
用吸管吸取5ml工作液于250ml錐形瓶中,加50ml蒸餾水稀釋搖勻,加1%酚酞指示劑2-3滴,用0.1mol 標準NaOH溶液滴定至粉紅色為終點,所消耗N毫升數即為酸度。
使用方法
初次使用本品者請詳讀物質安全數據 MSDS 說明,無經驗者請在人士指導下使用。
加熱電解液至 60~70℃,把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在 2~15V 左右,拋光 3~5 分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流。以使溶液老化。至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,此時拋光效果為佳。
溶液的老化判定,由于拋光過程中不銹鋼表面的溶解,溶液中的鐵、鎳、鉻含量將逐浙升高,此時溶液逐漸失去拋光能力。無論如何增高溫度、加大電流均無助于恢復拋光能力。此時說明溶液已經接近老化應考慮更換新液。
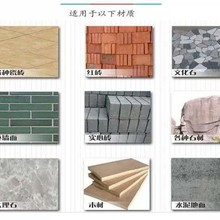
凱盟鈍化系列——不銹鋼鈍化液 (ID3000)特性與優點
? 不含重金屬等有害物質,常溫使用,易于管理
? 采用混合型腐蝕抑制劑,在使用過程中能夠穩定保持物質的價態,鈍化溶液更穩定、成膜更快速
? 經本品處理,一般國標材質中性鹽霧 SUS200>100H,SUS300>1800H(不含 SUS303)
廢水處理
· 清洗工件表面后,所排出的酸水溶液,為了環保,請使用者將廢水集合水池,然后用石灰、碳酸鈉、氫氧化鈉中和,在PH值7~8時排放。
· 廢水處理參考標準:本品原液消耗NaOH量≈80g/L
儲藏與包裝
· 放置在通風陰涼處理保存,本產品不燃燒、不爆、有腐蝕性、環保
· 25Kg/桶化工桶包裝,按一般化學品運輸