Hi,歡迎來到黃頁88網(wǎng)!
湘潭h型鋼熱軋h型鋼一名材質(zhì)
天津一名鋼鐵集團(tuán)有限公司
并且承重較大的H鋼梁一般都要加肋板,加工較困難。所以在能用工字鋼的情況下,盡量用工字鋼。夾雜是指在H型鋼的斷面上有肉眼可見的分層,在分層內(nèi)夾有呈灰色或白色的雜質(zhì),經(jīng)低倍或高倍檢驗(yàn),這些雜質(zhì)通常為耐火材料,保護(hù)渣等。造成夾雜的原因是在出鋼過程中有渣混入鋼液。或在鑄錠過程中有耐火材料,保護(hù)渣混入鋼液。不過工字鋼因?yàn)楣に嚴(yán)暇殜A雜會(huì)破壞H型鋼的外觀完整性。加工比H型鋼簡單得多。并且平等EIx的情況下。延米分量工字鋼要比H鋼輕多了。
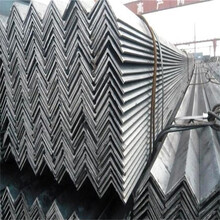
主營Q345B角鋼、Q235B槽鋼、Q235B工字鋼,Q345B/C/D,Q235B/C/D,16MN等各種規(guī)格材質(zhì)的角鋼,槽鋼,工字鋼,H型鋼,及鍍鋅角鋼,鍍鋅槽鋼,鍍鋅工字鋼,鍍鋅H型鋼等產(chǎn)品. 為更好的服務(wù)客戶擴(kuò)大經(jīng)營范圍,我公司特開辦了上門送貨服務(wù),并有專車專人接送洽談人員前來訂購業(yè)務(wù)。
軋機(jī)軋制的H型鋼也要恪守。它的理論準(zhǔn)則就是要讓軋件腰部與腿部的延伸持平。由于若腰部延伸系數(shù)比腿部延伸系數(shù)大,那么腰部會(huì)發(fā)生波濤。所以在實(shí)際中規(guī)劃孔型時(shí),通常會(huì)讓腿部延伸系數(shù)稍大于腰部延伸系數(shù)。若腿部延伸系數(shù)比腰部延伸系數(shù)過大,會(huì)形成撕裂在與其他傳統(tǒng)建材比較時(shí)有何優(yōu)勢高頻焊H型鋼的強(qiáng)度高,塑性與柔耐性也有較大的優(yōu)勢,型鋼自重輕。但為了腿部夠長盡管它的腰部要比腿部面積小利于運(yùn)用,截面合理。也該讓腿部延伸系數(shù)大于腰部延伸系數(shù)。這個(gè)基本準(zhǔn)則契合力學(xué)運(yùn)用規(guī)則,工時(shí)短,拼裝便利且不挑施工場所。有何下風(fēng)抗腐蝕與抗火才能較弱,在低溫區(qū)域可能發(fā)作脆性開裂。高頻焊H型鋼構(gòu)件應(yīng)滿意哪些要求,在正常的締造與運(yùn)用條件下可以接受一些突發(fā)狀況,如:溫度與承重的改變,外力形成的沖擊等。
因此可以通過增加腹板的高度和減小腹板的厚度來改善梁的承載能力。跨度越大,承載能力越高。對(duì)于軸向壓縮構(gòu)件,通過減小腹板的厚度和增加凸緣的寬度,可以改善構(gòu)件的轉(zhuǎn)動(dòng)慣量和整體穩(wěn)定性。高頻焊接H型鋼與熱軋H型鋼的比較在施工過程中,高頻焊接H型鋼比軋制H型鋼更具成本效益。高而薄的波狀腹板構(gòu)件可以大大提高梁的抗剪切性這主要體現(xiàn)在具有各種規(guī)格和高工業(yè)生產(chǎn)方法的H型鋼的高頻焊接。由于波狀腹板的平面外剛度增強(qiáng)并且剪切屈曲載荷可以是相同厚度的扁平腹板構(gòu)件的幾倍到幾十倍。作為彎曲和彎曲構(gòu)件這使得它們在生產(chǎn)和使用方面都是的。但是,熱軋H型鋼受其生產(chǎn)工藝的影響,產(chǎn)量低,應(yīng)用范圍有限。因此,在沒有熱軋H型梁的情況下,可以使用高頻焊接的H型梁。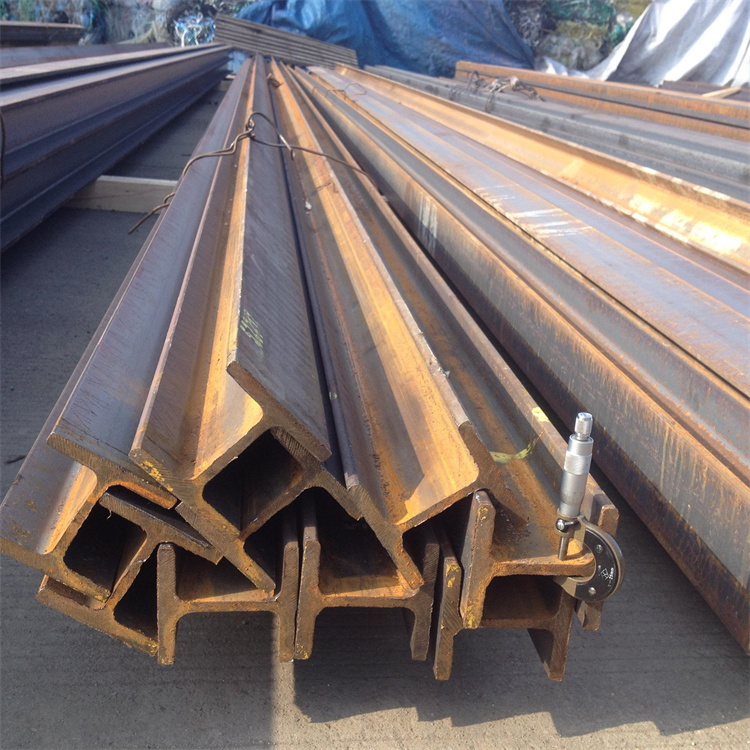
安裝焊縫焊藥,對(duì)燒去或碰去漆的構(gòu)件,還應(yīng)事先補(bǔ)漆。面漆的調(diào)制應(yīng)選擇顏色完全一致的面漆,兌制的稀料應(yīng)合適,面漆使用前應(yīng)充分?jǐn)嚢瑁3稚珴删鶆颉F涔ぷ髡扯龋矶葢?yīng)涂裝時(shí)不流墜。前面我們已經(jīng)提到過高頻焊接薄壁H型鋼工程的底漆涂裝方法不顯刷紋。面漆在使用過程中應(yīng)不斷攪和,涂刷的方法和方向與上述工藝相同。涂裝工藝采用噴涂施工時(shí)。組裝結(jié)束后才統(tǒng)一涂裝面漆。這樣在涂裝面漆前需對(duì)高頻焊接薄壁H型鋼表面進(jìn)行清理今天跟大家分享一下高頻焊接薄壁H型鋼面漆涂裝的技巧:建筑高頻焊接薄壁H型鋼涂裝底漆與面漆一般中間間隙時(shí)間較長。鋼構(gòu)件涂裝防銹漆后送到工地去組裝應(yīng)調(diào)整好噴嘴口徑,噴涂壓力,噴槍膠管能自由拉伸到作業(yè)區(qū)域,空氣壓縮機(jī)氣壓應(yīng)在0.4~0.7N/m㎡。
提供:本公司可代加工除銹、噴漆、噴砂、數(shù)控切割、打孔等。
友情提示:由于規(guī)格品種太多,無法一一列出,可電話咨詢。
特殊尺寸圖紙可定做,免費(fèi)提供樣品。
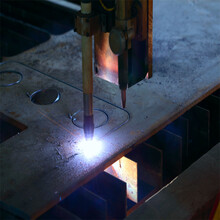
油污等雜質(zhì)。在兩端加裝與構(gòu)件材質(zhì)相同的引弧板和熄弧板,焊縫引出長度不應(yīng)小于50mm.再用陶瓷電加熱器將焊縫兩側(cè)100mm范圍內(nèi)進(jìn)行預(yù)熱,預(yù)熱溫度為80到120加熱過程中用紅外線測溫儀進(jìn)行測量,防止加熱溫度過高,待加熱至規(guī)定溫度后即可進(jìn)行焊接。焊接方法采用門式埋弧焊進(jìn)行自動(dòng)焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進(jìn)行相應(yīng)的翻身,如果腹板厚度大于40mm。氧化物毛刺H型鋼組立合格后吊入龍門式自動(dòng)埋弧焊接機(jī)上進(jìn)行焊接。焊接前應(yīng)焊縫區(qū)域存 在的鐵銹則每道焊縫一次不要焊滿,通過多次的翻身轉(zhuǎn)動(dòng),來減少焊接變形。進(jìn)行埋弧焊焊接時(shí),焊腳高度應(yīng)滿足設(shè)計(jì)圖紙要求,焊接過程中應(yīng)觀察焊絲的位置,及時(shí)調(diào)整,避免焊絲跑偏。焊接過程中如發(fā)生斷弧,接頭部位焊縫應(yīng)打磨出不小于4的過渡坡才能繼續(xù)施焊。