南充水泥自流平施工
路面修補料是用于修補地面(包括水泥路面、城市道路、車間廠房、鄉村公路、停車場、橋梁、碼頭等)缺陷和損壞的建筑材料,以下從產品特性、適用場所、施工步驟、注意事項等方面詳細介紹:

古典園林青石板石材鋪裝的特色主要分以下幾方面:青石板石材貼圖寓情于景;青石板石材環保、注重生態;青石板石材裝飾效果好。古典園林青石板石材鋪裝特色-寓情于景“寓情于景”是古典園林相當強調的部分。我國園林藝術的精髓即是意境的營造其是園林本質的特征之一。1銹黃斑清洗原理石材表層銹黃斑的清洗主要是依靠還原和穩定鐵離子,基本步驟是:將三價鐵離子還原為二價鐵離子因為鐵銹多以三價鐵離子的固體狀態存在,將其還原為可溶性的二價鐵離子,二價鐵離子基本是無色狀態;穩定二價鐵離子使用穩定劑,以防止逆反應的發生,減小Et后石材微孔內殘留物再次銹出的可能性;吸走二價鐵離子使用覆貼法或其他清除措施使還原后的鐵離子和藥水殘液脫離石材表層,否則將留下藥水斑痕或導致日后返黃。
產品特性
快速修補:能在短時間內完成修補工作,迅速形成堅硬的道路表面,縮短道路封閉時間,減少對交通的影響,非常適合用于緊急修復。
抗壓粘接強度高:具有的抗壓和粘接強度,可實現超薄修補,在高速和高壓的行車狀態下不會出現破碎和脫落現象。例如,施工后2小時的粘接強度可達到1.6Mka,兩小時的抗壓強度可達22Mka,后期強度不斷上升.
耐久性好:材料本身有很強的防水、耐腐蝕和抗紫外線能力,其能力是原水泥混凝土的5倍以上,性能衰減不會早于原混凝土,不會因老化而失去粘接能力和抗壓強度。
施工簡便:施工時無需復雜的施工機械和技術要求,無需長時間的封閉交通,施工后2小時可開放交通;無需對病害部位開挖,可節省大量的施工費、材料費和養護時間。
南充水泥自流平施工
刷涂界面劑/采用滾筒將界面劑均勻刷涂墻面/地面粘貼面,靜置2h后方可粘貼。4粘結材料制備/膠粘劑與水的配合比應根據產品說明書進行調配,用慢速電動攪拌器攪拌均勻后靜置5~1min,再略攪拌后使用。5粘貼面清理/粘貼面不應有灰塵及異物,避免粘貼效果影響,宜采用海綿清理粘貼面,并注意檢查板材是否有裂紋。6膠粘劑施工/將攪拌均勻的膠粘劑在板材和基面粘貼面平整的涂抹一層,然后用齒形刮板以夾角3°進行刮膠,板材與基面膠粘劑齒形的方向應平行,并將四邊的膠粘劑做出倒角,基層和板材膠粘劑厚度宜為3-6mm;應均勻、飽滿、無間斷。
綠色環保:無害,符合環保要求,不會對環境和健康造成危害。
適用場所
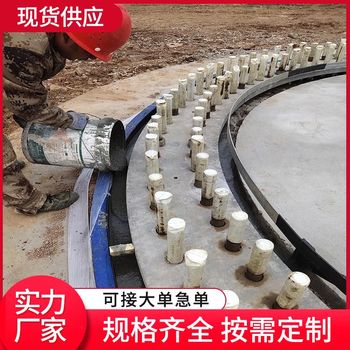
道路交通領域:適用于村村通和小區道路、廠礦園區和停車場、服務區、收費站和加油站、機場、碼頭和隧道等場所。這些地方由于交通頻繁、車輛磨損大或需要經常保持路面完好,路面容易出現破損,使用路面修補料可以及時進行修補。
市政與公共設施領域:適用于市政窨井、橋梁伸縮縫和公園景區等特殊場所的路面定期維護和修補。混凝土路面高強度修補料因其與基層混凝土粘結強度高、柔韌性好等特點,非常適合用于這些場所的修補工作。
施工步驟
基面處理:將灰塵、砂粒沖洗干凈,沖洗得越干凈,材料粘接力越強。讓地面保持濕潤,但不要有積水,防止材料被稀釋導致失敗。如果地面比較平整,建議進行拉毛處理。
材料攪拌:將粉料按一定比例兌水攪拌均勻,注意要先加水再加料,攪拌時長建議三到五分鐘,以達到更好的粘稠感。
攤鋪修補料:將攪拌好的修補料傾倒在需要修補的混凝土表面,用刮紙或模子搟平,控制好標高并快速收光。
養護:根據當地溫度判斷,適時進行灑水或保溫養護。等待材料干固后即可通車,如果時間允許,建議第二天再通車,可有效延長使用壽命。
南充水泥自流平施工
每平方米價位在1元至2元的有:惠安紅、安溪紅、櫻花紅、晶白玉、珍珠紅、石島紅、芝麻白、楓葉紅、大白花、三寶紅、富貴紅、桂林紅、木紋石、晶墨玉、水桃紅、紋脂奶油、夜星雪間灰白、廈門白、桃花紅、湘白玉、黑白花、濟南青、將軍紅、石榴紅等。每平方米價位在2元至4元的有:虎貝、地中海米黃、紅、楓葉紅、滬定紅、木紋米黃、太行紅、夜星雪、武麥紅、櫻花紅、玫瑰紅、綠、芝麻紅、太行綠、鳳尾紅等。
注意事項
施工環境:適宜的施工溫度通常在5°C到35°C之間。冬季低于0°C時,一般不建議施工,因為低溫下水泥的凝結和硬化速度會明顯減慢;夏季高溫時,水泥的凝結速度會加快,但過高的溫度可能導致水分蒸發過快,施工難度增加,此時傍晚時分施工為佳。
基層處理:施工前要確保原基層充分預濕,防止修補料中的水分被干燥的基層迅速吸收,造成修補料無法正常凝結和硬化。同時,要對基層的裂縫進行妥善處理。
攪拌配比:嚴格按照推薦的配比攪拌修補料,控制好加水量。加水量少,材料容易攪拌不開;加水量多,容易產生沉降離析,導致修補后強度降低。
施工厚度:施工前應選擇合適的修補料類型,施工厚度要在適當范圍內,避免修補后的路面開裂。例如,薄層修補料并不適合用于厚層修補,無法提供足夠的支撐和穩定性。
南充水泥自流平施工由此可以看出,兩側的磨削量要小于中間部分。另外,觀察縱向運動軌跡,軌跡的密集重疊區呈現明顯的波浪型。由此可以看出,由于連續磨機固有的結構和工作原理,其橫向和縱向的磨削量都不均勻。要改善磨削的不均勻性,可采取以下措施:盡量選用梯形磨具而不用矩形磨具;使磨頭做正弦往復運動,以便增加磨頭在兩邊的磨削時間;使磨盤的直徑成板材寬度的整數倍;提高擺動梁的往復頻率;使各個磨頭做橫向運動的時間不一致,是交錯運動。