





滄州龍都管道有限公司生產螺旋鋼管,是河北一家大型的螺旋鋼管廠家,公司從美國引進的林肯自動雙絲、雙面埋弧焊螺旋管生產線七條,年產φ219-φ3500mm,壁厚5mm-25mm,材質為Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30萬噸。
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。
(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經消除。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
òμê??í??1ü??????ê?ì??tμúò?2?·?£oA????1ü(òa?ó????μ?óDGB/T9711.2 B????1üoíGB/T9711.3 C????1ü)£??¢API-5L£¨?à1úêˉóíD-?á±ê×??¢ò2?D1ü????1ü£????D·??aPSL1oíPSL2á?????±e£??¢SY/T5040-92£¨×?ó??YDy·ì????o???1ü£???3D?1á÷ì?ê??íó??YDy·ì????o???1ü£¨SY5036-83£?ê?ò?èè?t??′??í×÷1ü?÷£??-3£???YDy3éDí£?ó?????????o?·¨o??ó£?ó?óú3D?1á÷ì?ê??íμ??YDy·ì??1ü?£??1ü3D?1?üá|??£?o??óD??üo?£??-1y?÷??????μ????§?ì?éoí2aê?£?ê1ó?°2è??é???£??1ü?ú??′ó£?ê??íD§?ê??£?2¢?é?ú???ìéè1ü??μ?í?×ê?£?÷òaó?óúê??íêˉóí?¢ììè???μ?1ü???£
河北龍都管道有限公司生產:螺旋鋼管、排水螺旋鋼管、螺旋焊管主營材質:Q235A,Q235B、20#、Q345(16Mn)L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80)螺旋管也稱螺旋鋼管或螺旋焊管,是將低碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。
螺旋管主要用于石油、天然氣的輸送管線,其規格用外徑壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊!
現在螺旋管的常用標準一般分為:SY/T5037-2000(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。 現在螺旋鋼管的常用標準一般分為:SY/T5037-2008(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-2008(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-2008(樁用螺旋焊縫鋼管)。
SY/T5037-2008是石油部設標準一般都稱做部標 GB/T9711.1-2008國家螺旋管,石油天然氣工業輸送鋼管,A級規格規格規格規格
螺旋鋼管廠家生產工藝(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。(9)采用空氣等離子切割機將鋼管切成單根。(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
螺旋鋼管廠家
厚壁螺旋鋼管是指鋼管的壁厚相對于普通螺旋鋼管稍厚一點的螺旋鋼管。相對于普通壁厚螺旋鋼管的優點是:耐壓強度高,抗沖強度高,安全性能高,使用壽命更長。為了適應現代化生產的需要,鋼結構車間應邀而生,鋼結構車間與早期構件車間相比有以下幾個優點,一,建造時間短,二,建造價格低,三,實用。一般鋼結構車間包括鋼柱子,鋼梁,鋼結構基礎,鋼屋架,鋼屋蓋,鋼柱子前幾年都用槽鋼,近些年人們發現了槽鋼在建設中的缺點,逐步用螺旋鋼管代替了槽鋼,螺旋鋼管在鋼結構車間中有以下幾個優點,螺旋鋼管規格適應性強,也就是說任何一個規格,螺旋鋼管都能生產,螺旋鋼管長度也可以隨意,長可以做到30米,螺旋鋼管也可以做成聯體支柱,效果比槽鋼更優,價格更便宜些。螺旋鋼管原材料是帶鋼或卷板,都是長方體形狀,而螺旋管是圓柱體,從原材料到成形通過外力來實現從長方體到圓柱體的轉化,這就需要螺旋鋼管機組來實現這一目標,螺旋鋼管機組簡單的來說就是通過這個原理來加工的,機組主要功能就是依靠三個輥來實現從板到管的轉化,根據板寬,管粗調出型角,再通過后送前拉板進行成型處理,在板與輥摩擦過程中,根據動力學原理與守量定律,輥與管外壁之間肯定出來熱量,這就是所說的螺旋鋼管的余熱,下面我們就余熱處理簡單說下。螺旋鋼管作為一種在國民經濟建設中的管材,其使用壽命應看其所在工程防腐處理。
厚壁螺旋焊管
螺旋鋼管的力學性能是國標螺旋鋼管終使用性能(機械性能)的重要指標,它取決于鋼管的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。螺旋管廠對原材料需求持續低迷以及市場后期走勢不明朗,上述因素使得多數焦企對后期市場普遍不看好,因此預計下周國內焦炭市場多以弱勢運行為主。本周華北地區部分生產企業受環保檢查或限電等影響,開工率有所下降,但多為下游生產線,高爐生產受影響較小。鋼坯價格連續上漲,但整體市場信心并未因此而提振,部分商家對后期市場判斷仍不明朗,少數持悲觀。華東地區鋼企采購極為謹慎,多以觀望為主。螺旋管生產廠家市場價格雖有反彈跡象,但多數商家對后期市場仍不看好。 螺旋管廠生產指數低位回升,采購量指數下降,新訂單指數持平,新出口訂單指數連續收縮且幅度加大,產成品庫存指數繼續上升,購進價格指數連續收縮,顯示當前國內鋼材市場供強需弱的矛盾進一步加劇。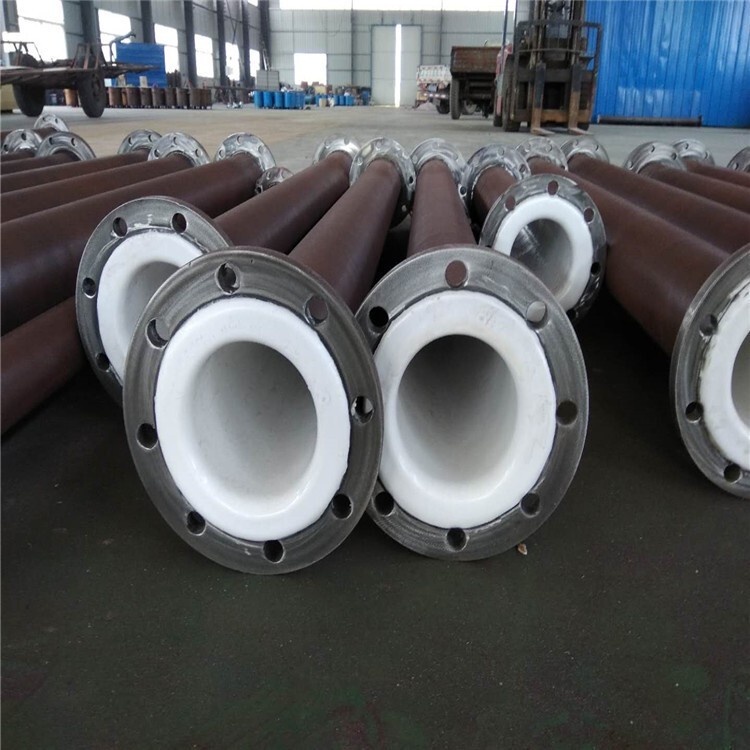
螺旋鋼管
雙面埋弧焊螺旋鋼管很多人也只是只知其一不知其二,其作用真的是覆蓋面很廣,其適用于煤礦井下供排水、井下噴漿、正負壓通風、抽放、消防灑水等管網。熱電廠工藝用水廢渣、回水輸送管道。對于防噴淋、灑水系統的給水管路具有適用性。電力、通訊、高速公路等電纜保護套管。適用高層建筑給水、熱網供熱、自來水工程、燃氣輸送、埋地輸水等管道。石油輸送管道、化工、印染等行業輸送腐蝕性介質的工藝管道。污水處理排放管、污水管以及生物池防腐工程。
螺旋鋼管焊縫也是螺旋形。焊管中,直徑較小的可以使用帶鋼由聯合制管機組聯合完成(包括焊接和切斷),焊縫是直縫厚壁螺旋鋼管管材的優勢,厚壁鋼管表面堅固的氧化膜使不銹鋼在包括軟水在內的所有水質中都具有的耐腐蝕性,即使埋地使用也有優良的耐蝕性,而且還有很好的耐沖蝕性能。
螺旋鋼管
螺旋鋼管價格螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。螺旋鋼管焊縫呈螺旋線分布,焊縫長,尤其是處于動態條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產生焊接熱裂紋。
這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧焊管,同時由于焊接位置限制,產生的馬鞍形和魚脊形焊縫影響美觀。螺旋鋼管價格 另外,施工過程中,螺旋焊母管節點處的相貫線焊縫割裂了螺旋縫,產生較大的焊接應力,因而大大削弱構件的安全性能,因此應加強螺旋焊管焊縫的無損檢測力度,確保焊接質量,否則在重要的鋼結構場合不宜使用螺旋埋弧焊管。
螺旋鋼管廠家哪家好?滄州廣匯鋼管廠,我們將以的質量,的服務,期待與您合作共贏!!!滄州廣匯螺旋鋼管廠家歡迎您!!!
螺旋鋼管,直縫鋼管廠家簡介:滄州廣匯螺旋鋼管廠坐落于河北省滄州市,是一家生產螺旋鋼管的大型企業,是螺旋鋼管、螺旋管、直縫焊管、地鐵鋼支撐、防腐螺旋鋼管、大口徑螺旋鋼管、法蘭彎頭管件等制造的大型化企業, 公司始建于2010年,廠區占地面積3000平方米,擁有標準化生產車間,現有螺旋鋼管(口徑219mm-3620mm,壁厚6mm-30mm)生產線6條,公司擁有8條大型螺旋鋼管生產線,年產螺旋鋼管80萬噸,材質有Q235B、Q345B(16錳)、20#、L245、L290。Q235螺旋鋼管,Q345螺旋鋼管。靜水試驗每根鋼管應做靜水壓試驗而無滲漏現象,試驗壓力按下試計算P=2ST/D式中S—靜水壓試驗的試驗應力Mpa,靜水試驗的試驗應力按相應鋼帶標準規定屈服度小值(Q235為235Mpa)的60%選取。在絲扣上涂上潤滑油或者防銹劑。國標螺旋鋼管生產工藝與部標是相同的,要說區別在于原材料厚度的選擇和檢測方法上,通常國標螺旋鋼管選擇的板材壁厚為下差0.5或者0.6的,但是5037螺旋鋼管通常選擇板材的下差厚度為1.0,螺旋鋼管出廠前9711標準的鋼管通常需要兩道檢測工藝,一種是水壓測試,另外一種是探傷,探傷通常是通過超聲波檢測,兩道工序確定了鋼管的承壓能力和焊縫的質量、焊縫質量要求均勻,9037標準的鋼管通常只是進行水壓測試,好承壓能力不漏水就可以了。保溫材料多層錯縫包扎,有效減少了熱損失,同時在外套表面采取控制措施,防止冷橋的產生,從而使外套防腐層的溫度控制得到了。3.鋼管的長度尺寸螺旋焊管法是大中直徑不小于400mm焊管的主要生產方法之一。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。在制作防腐保溫鋼管中通常要用的設備有管緩沖平臺、撥管機組、牽引機、穿管機械、高壓發炮機、修補平臺、傳動線、鋼管預熱爐、拋丸機主機等設備。清洗主要是將附著在螺旋管表面的油脂、灰塵、潤滑劑等物質,如果通過清洗不能完成的物質那么會選擇酸洗,其中又分為化學和電解兩種,對管道有防腐的作用。
螺旋鋼管簡介; 螺旋鋼管通用材質Q235A,Q235B,Q345B,20#.原材料帶鋼卷板目錄: 1簡述 2材質 3用途 4生產過程 5埋弧焊接過程 6焊縫種類 7錯邊產生原因 8鋼號表示方法 ? 碳素結構鋼 ? 碳素結構鋼 ? 碳素工具鋼 9發展方向 10鋼管承壓算法 1螺旋鋼管是用鋼帶經過彎曲成型,然后經焊接制成。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為12米,常要求定尺交貨。螺旋鋼管的規格用公稱口徑表示(毫米),公稱口徑與實際不同,按規定壁厚有普通鋼管和加厚鋼管兩種。 2材質編輯國內常用材質為:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80 3用途編輯螺旋鋼管主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個產品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。 4生產過程編輯螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.主要生產流程如下: (1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。 (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 (4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。 (5)采用外控或內控輥式成型。 (6)采用焊縫間隙控制裝置來焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 (7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。 (8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。 (9)采用空氣等離子切割機將鋼管切成單根。 (10)切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。 (11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經消除。 (12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。 (13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。 (14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。 5埋弧焊接過程編輯螺旋鋼管焊接方式為埋弧焊;成型工藝,前擺式斷續生產;機組速度,0.5--3m/min;焊接速度,0.5--3m/min。機組由開卷機、矯正機、對中裝置、液壓剪、銑焊機、圓盤剪、銑邊機、板面清掃設備、遞送機、板邊預彎設備、成型機、內焊、外焊、飛邊、撥出、倒渣、補焊、平頭倒棱、水壓檢驗、成品檢驗、除油收集組成。螺旋鋼管的埋弧焊接全過程如下: 螺旋鋼管-埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到。 由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產;生產時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到,因此還是被廣泛采用著。 螺旋縫埋弧焊鋼管是將帶鋼按螺旋形彎曲成形,用埋弧自動焊進行內縫和外縫的焊接制成螺旋縫鋼管。由于以下原因它能廣泛地應用于大口徑鋼管的生產中: 1)只要改變成形角度,就可以用同一寬度的帶鋼生產各種口徑的鋼管; 2)因為是連續彎曲成形,所以鋼管的定尺長度不受限制; 3)焊縫螺旋形均勻地分布在整個鋼管圓周上,所以鋼管的尺寸精度高,強度也較高; 4)設備費用便宜,易于變更尺寸,適合于小批量、多品種鋼管的生產。 6焊縫種類編輯大口徑螺旋鋼管的焊縫種類 對接焊焊縫:就是把兩截鋼管連接在一起而形成的環形焊縫。 鋼帶對頭焊焊縫:就是螺旋縫鋼管上鋼板或鋼尾相接的焊縫。 定位焊焊縫:就是把終施焊前,用于固定對接邊緣的焊縫。 大口徑螺旋鋼管焊縫表面要求 大口徑螺旋鋼管焊縫外形應均勻規整,過渡平緩,焊縫表面不得有斷弧、燒穿、裂紋、結疤、折疊、弧坑等缺陷。 7錯邊產生原因編輯大口徑螺旋鋼管錯邊產生的原因: 大口徑螺旋鋼管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析大口徑螺旋鋼管錯邊產生的原因及其預防措施是很有必要的。 1、鋼帶的鐮刀彎是造成鋼管錯邊的主要因素。在螺旋焊管成型中,鋼帶的鐮刀彎會不斷地改變成型角,導致焊縫間隙變化,從而產生開縫,錯邊甚至搭邊。嚴重影響了鋼管的質量,故觀測鋼帶卷開卷后的鐮刀彎情況,通過控制立輥使圓盤剪能切除部分鐮刀彎以及成型角的連續控制和糾偏是在生產過程中減少鋼帶鐮刀彎產生錯邊的有效辦法。 2、由于不切邊鋼尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。
管道有限公司常年生產國標螺旋焊管,螺旋鋼管,厚壁螺旋鋼管,雙面埋弧螺旋焊管,螺旋焊接鋼管,直縫鋼管,直縫焊管,直縫焊接鋼管,大口徑直縫鋼管生產量達到15萬噸,目前庫存螺旋鋼管,厚壁螺旋鋼管,螺旋焊管,雙面埋弧螺旋焊管生產廠家螺旋焊接鋼管,直縫焊管,螺旋管道達到5000噸,另外也可以定做防腐螺旋焊管,鋼管樁,螺旋焊縫鋼管,直埋保溫管鋼套鋼保溫鋼管等,可按客戶要求定制。材質為:Q235A,Q235B、20#、Q345(16Mn)、L245(B)、L290(X42)、等,產品執行APISPEC5L、5CT、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162標準。廣泛用于天然氣、石油、化工、電力、熱力、給排水、蒸汽供熱、水電站用壓力鋼管、火力發電、水源等長距離輸送管線及打樁、橋梁、鋼結構等工程領域。
國標螺旋鋼管是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。其規格用外徑壁厚表示,焊管應水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋管主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個產品之一。作液體輸送用:給水、排水,污水處理工程,輸泥,海洋輸水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管,海洋打樁管等。
國標螺旋管
國標螺旋鋼管焊縫呈螺旋線分布,焊縫長,尤其是處于動態條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產生焊接熱裂紋。裂紋的方向和焊縫平行,和鋼管軸線成一定夾角,一般在30-70°之間。這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧焊管,同時由于焊接位置限制,產生的馬鞍形和魚脊形焊縫影響美觀。另外,施工過程中,螺旋焊母管節點處的相貫線焊縫割裂了螺旋縫,產生較大的焊接應力,因而大大削弱構件的安全性能,因此應加強螺旋焊管焊縫的無損檢測力度,確保焊接質量,否則在重要的鋼結構場合不宜使用螺旋埋弧焊管。國標螺旋焊接鋼管有別于無縫管,容易理解。鋼管中,直徑很大的就要作成螺旋鋼管了,是由鋼帶纏繞做成,焊縫也是螺旋形。焊管中,直徑較小的可以使用帶鋼由聯合制管機組聯合完成(包括焊接和切斷),焊縫是直縫厚壁螺旋鋼管管材的優勢,厚壁鋼管表面堅固的氧化膜使不銹鋼在包括軟水在內的所有水質中都具有的耐腐蝕性,即使埋地使用也有優良的耐蝕性,而且還有很好的耐沖蝕性能。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。國標螺旋焊接鋼管的力學性能是鋼材終使用的性能,主要取決于鋼材的化學成分和熱處理的制度,不同用途的鋼管熱處理的方法是不同的,檢測的方法也是不同的,螺旋焊接鋼管的拉伸強度、屈服點、斷面收縮率等都是可以用公式計算出來的,另外的不同用途的鋼管的截面形狀也是不同的。
檢驗防腐鋼管,對出產完成的保溫鋼管開展特定產品的檢驗。有時搭焊為相當有跡可循的等距離出現了,有時為無規律的顯現。日本的些許鋼鐵(如JFE鋼鐵)持續致力于鋼管研發設計技術和新產品的研究發明,并形成了一點的研發生產技術:采用曼內斯曼法制造高鉻鋼的軋制技術;英寸電阻焊管機,可研發生產世界外緣直徑的電阻焊管;干線管用板材的多么-在線加速冷卻-在線熱處理技術;高成形性鋼管-HISTORY管的設 產技術。jyh888特別值得一提的是,周五,在多重利好利好帶動下,黑色系逾46億資金涌入,呈現三百六十度拉漲,期卷,期螺價格創半年新高。截至收盤,期卷價格4199元,單天升高105元,價格受此影響普遍提高。出貨尚可。據貿易商反映,明日價格暴漲太過忽然,絕大多數商家謹慎試探性小漲,以觀后市。筆者以為,目前通常面上呈現緊平衡,疊加庫存和政策面的利好,價格跳水條件暫不具有著,然而仍要防范經過周末市場降溫后的合理修正。后市價格或可謹慎樂觀。完備的檢測手段,成熟完善的工藝流程,精益求精的工作,與時俱進的管理模式及理念,將友浩與您攜手進入輝煌,共創美好未來!生態環境部通報稱,沙鋼集團作為一家中型民營企業集團,為當地經濟發展做出重要貢獻,但對環保督察組交辦的污染問題卻重視不夠,“整改敷衍,一犯再犯”,蘇州市及張家港市主要采取“以罰代管”,沒有督促企業整改,以至于其煙塵排放問題持續沒有解決。5.熱浸塑鋼管的機械性能:可承受苛刻的使用條件:涂層韌性好,鋼管機械強度高,對沖擊彎曲等外來影響,具有著很強的承受能力,性能大大優于其余礦用塑料管材。6.熱浸塑鋼管耐腐蝕,不結垢,流體阻力小::耐腐蝕,不結垢,非常適應于井下輸送高硫水質及輸送含鈣,鎂等離子的水,節約維護費用,使用壽命遠遠多于其它管材,綜合經濟效益高。它集鋼材的機械性能與高分子材料耐化學腐蝕性能于一體。1.熱浸塑鋼管的抗靜電性能:通過配方中添加抗靜電劑,使其內外表面電阻≤1×10?Ω達到并超過國家行業相關標準。2.熱浸塑鋼管阻燃性能:產品采用的塑料原料添加阻燃劑。熱浸塑電力穿線保護管(熱浸塑電力鋼管)摩擦系數低,抗折強度高,熱阻系數小,耐腐蝕性能,機械強度高,為地下電纜在意外情況下免受外面力量破壞提供了保障,內外涂塑電力鋼管大大升高了電纜的敷設質量。是在普通鋼管表面處理的基礎上,依照使用介質及工作條件,采用不一樣配方的高分子材料,通過的設備將其均勻地涂敷于金屬表面,經塑化和固化后在金屬表面形成一層均勻,致密,光滑的塑料涂層,成為一種新型的鋼塑復合管。
鋼結構支柱用螺旋鋼管采用的雙面埋弧焊的制作工藝,可在佳位置實現焊接,不容易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量和位置。螺旋鋼管采用的焊接工藝,可以在的焊接位置實現焊接,不出現任何錯誤缺陷,能夠螺旋鋼管的合格性,質量得到很好的。螺旋鋼管的成型過程中,鋼板要變形均勻,殘余應力小,表面不要產生劃傷,所以制作螺旋鋼管的鋼板的選擇要慎重,表面要均勻不要有劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面,有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求。螺旋鋼管的直徑和尺寸規格范圍要靈活掌握,利用自身具有的良好優勢,們組更多用戶的廣泛需求,是螺旋鋼管能夠得到普及和推廣。
螺旋焊接鋼管就是在進行回旋鉆孔、旋挖鉆孔、沖孔灌注樁樁的過程中,由于土質不穩定,施工鋼筋混凝土護壁存在較大難度所以采用鋼質的護壁對孔樁進行保護,防止塌孔避免影響施工進度及安全。鋼護筒就是根據孔樁的大小用鐵皮箍成的一個圓形的兩頭都是空的圓形鋼桶.鋼護筒用螺旋焊接鋼管在制造過程中,焊劑和焊絲的正確選用及二者之間的合理配合,是獲得焊縫的關鍵,也是螺旋鋼管埋弧焊工藝過程的重要環節.螺旋焊管是用鋼帶經過彎曲成型,然后經焊接制成。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為12米,常要求定尺交貨,確保產品質量,歡迎各界客商來電咨詢。
螺旋焊管的制作工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送.采用外控或內控輥式成型。采用焊縫間隙控制裝置來焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。

黔西南忻碩牌3PE防腐鋼管設計
面議
產品名:3PE管

齊齊哈爾學校用運動木地板
面議
產品名:運動木地板

預制直埋保溫管重量計算公式現貨銷售
1元
產品名:3PE防腐鋼管,涂塑鋼管,聚氨酯保溫鋼管,防腐鋼管
西藏鋼套鋼保溫鋼管《預制廠家》
1元
產品名:鋼套鋼保溫鋼管,鋼套鋼保溫鋼管預制廠,西藏鋼套鋼保溫鋼管
許昌涂塑鋼管生產廠家報價
1元
產品名:涂塑鋼管,涂塑鋼管生產廠家報價,許昌涂塑鋼管
涂塑鋼管
1元
產品名:無溶劑環氧涂料防腐鋼,涂塑鋼管
螺旋鋼管上海聯系方式
1元
產品名:螺旋鋼管,螺旋鋼管聯系方式,》螺旋鋼管,上海螺旋鋼管
小口徑3pe防腐鋼管合肥
1元
產品名:3pe防腐鋼管,3pe防腐鋼管報價,小口徑3pe防腐鋼管,合肥3pe防腐鋼管