




開料:前模料、后模模料、鑲件料、行位料、斜頂料;
開框:前模模框、后模模框;
開粗:前模模腔開粗、后模模腔開粗、分模線開粗;
銅公:前模銅公、后模銅公、分模線清角銅公;
線切割:鑲件分模線、銅公、斜頂枕位;
電腦鑼:精鑼分模線、精鑼后模模芯;
電火花:前模粗、銅公、公模線清角、后模骨位、 枕位;
鉆孔、針孔、頂針;
行位、行位壓極;
斜頂
復頂針、配頂針;
①唧咀、碼模坑、垃圾釘(限位釘);②飛模;③水口、撐頭、彈簧、運水;
省模、拋光、前模、后模骨位;
細水結構、拉桿螺絲拉鉤、彈簧
重要部件熱處理、淬火、行位表面氮化;
修模刻字。
1.良好的導熱性 在注塑成型時,良好的模溫控制對塑料件質量影響較大,特別是在加工半結晶性熱塑料件時更顯重要。通常,銅合金比銅合鋼導熱性要好的多,但是它的彈性模量,硬度和耐用度較低。鋼材的導熱性不足可用冷卻系統來補償。
2.良好的尺寸穩定性 注塑模在成型操作時,模具行腔的溫度要達到300度以上,溫差這么大,易使行腔結構發生微觀變化,從而趙成模具尺寸變化,使得塑料件尺寸不穩定。3.拋光性能好 模具行腔內壁要求很高,粗糙度非常小,以適應塑料表面良好光澤度的要求,對此,對模腔一般要進行拋光處理,表面越亮越好,為此,要求模具材料易于拋光,所以選用的材料不應該有雜質和氣孔等缺陷。
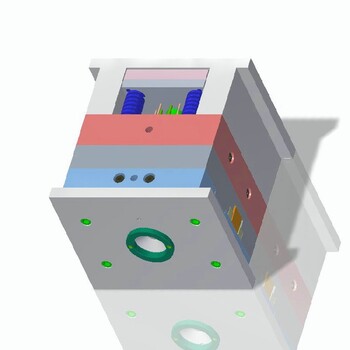
模具是一種生產塑膠制品的工具;也是賦予塑膠制品完整結構和尺寸的工具。主要應用于工業領域,注塑模具的澆注系統又稱流道系統,它是將塑料熔體由機噴嘴引向型腔的一組進料通道,通常由主流道、分流道、澆口和冷料穴組成。它直接關系到塑料制品的成型質量和生產效率。
主流道它是模具中連接注塑機射嘴至分流道或型腔的一段通道。主流道頂部呈凹形以便與噴嘴銜接。主流道進口直徑應略大于噴嘴直徑(O.8mm)以避免溢料,并防止兩者因銜接不準而發生的堵截。進口直徑根據制品大小而定,一般為4-8mm。主流道直徑應向內擴大呈3到5的角度,以便流道贅物的脫模。
澆口也稱為進料口,是分流道和模穴間的狹小通口,也是為短小肉薄的部分。其作用在于利用緊縮流動面而使塑料達到加速的效果,高剪切率可使塑料流動性良好(由于塑料的切變致稀特性);黏滯加熱的升溫效果也有提升料溫、降低黏度的作用。
在成型完畢后,澆口先固化封口,有防止塑料回流,以及避免模穴壓力下降過快,使成型品產生收縮凹陷的功能。成型后,則方便剪除,以分離流道系統及塑件。
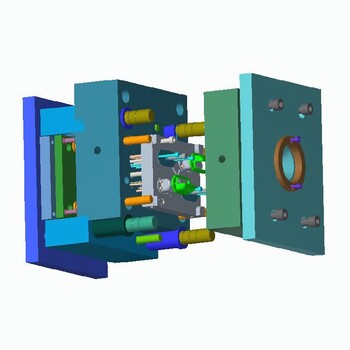
注塑模具安裝:
1、安裝前的準備
確認冷卻水水路,螺絲擰入機板的深度是螺絲直徑的1.5-1.8倍。擰入不足的話容易滑牙,且有模具掉落的風險。 確認生產所需要的作業人員,物料,工具,文件,設備輔機等是否。
2、吊模的方法
吊模不水平時,安裝的模具前后模型腔會有不同程的段差出現,對于生產精密的產品來說,就會出現同心度不良,段差不良,齒形精度不良,距離不良等現象。
在安裝模具時,我們就必需要注意此問題,當吊模進去合到手能推動較小位置時,停止合模。松動與擰緊吊環,以前模為基準(因為前模有定位圈固定),觀看后模部份,與前模水平佳時,模具型腔位置吻合,繼續合模至完成,但不要起動高壓較好。 (上模合模一定先不要起高壓,待確認合模能正常方可起高壓)。
3、打螺絲的方法
低溫即50度以下模溫的模具,可合模至高壓起動時,前后模對角擰緊螺絲,8個螺絲擰完即可,50度以上模溫時,模溫到達之前螺絲不要擰太緊,待模溫到達后再高壓起動,對角擰緊螺絲。
模具材料隨溫度的升高會澎脹,體積。模溫高時就更加明顯,如果在升溫前就擰緊螺絲,對模具壽命及其模具精度都有一定的影響。
4、附材的使用
當模具厚度不夠,就必需加裝模板。當模溫較高時,機板與模具之間就好裝上隔熱板。不管是模板或是隔熱板,其平面度一定要盡可能的小。
如果其平面度較大時,則模具前后模不平行,高壓閉合后一樣存在差別,從而影響產品質量。當模溫到達設定值后,檢查模具實際溫度,在進行一次模厚調整。
注塑模的硬度通常在50-60HRC以下,經過熱處理的模具應有足夠的表面硬度,以模具有足夠的剛度。模具在工作中由于注塑的填充與流動要承受較大的壓應力與摩擦力,要求模具保持形狀的精度與尺寸精度的穩定性,模具有足夠的使用壽命。模具的耐磨性取決于鋼材的化學成分與熱處理硬度,因此增強模具的硬度有利于增強其耐磨性。
大多數注塑成型模具,除EMD加工外還需進行一定的切削加工與鉗工修配。為切削的使用壽命,增強切削性能,減少表面粗糙度,注塑模具用鋼的硬度適當。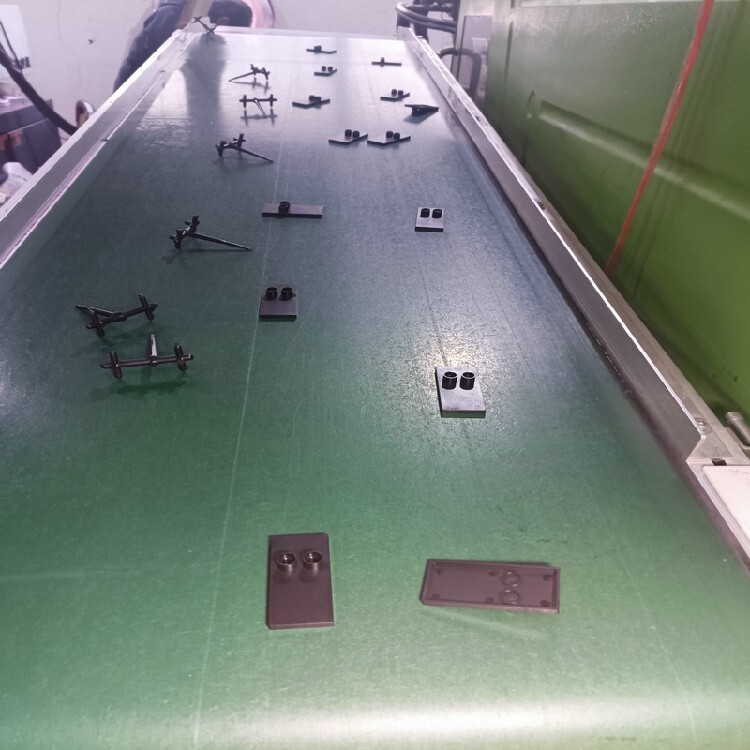
在20世紀70年代,亨德利接著開發了氣體輔助注塑成型過程,并允許生產復雜的、中空的產品,迅速冷卻。這大大提高了設計靈活性以及力量和終點制造的部件,同時減少生產時間、成本、重量和浪費。
料筒溫度:注射模塑過程需要控制的溫度有料筒溫度,噴嘴溫度和模具溫度等。前兩種溫度主要影響塑料的塑化和流動,而后一種溫度主要是影響塑料的流動和冷卻。每一種塑料都具有不同的流動溫度,同一種塑料,由于來源或牌號不同,其流動溫度及分解溫度是有差別的,這是由于平均分子量和分子量分布不同所致,塑料在不同類型的注射機內的塑化過程也是不同的,因而選擇料筒溫度也不相同。
影響熔體填充壓力的因素很多,概括起來有3類:⑴材料因素,如塑料的類型、粘度等;⑵結構性因素,如澆注系統的類型、數目和位置,模具的型腔形狀以及制品的厚度等;⑶成型的工藝要素。
注塑溫度是影響注塑壓力的重要因素。注塑機料筒有5~6個加熱段,每種原料都有其合適的加工溫度(詳細的加工溫度可以參閱材料供應商提供的數據)。注塑溫度控制在一定的范圍內。溫度太低,熔料塑化不良,影響成型件的質量,增加工藝難度;溫度太高,原料容易分解。在實際的注塑成型過程中,注塑溫度往往比料筒溫度高,高出的數值與注塑速率和材料的性能有關,高可達30℃。這是由于熔料通過注料口時受到剪切而產生很高的熱量造成的。在作模流分析時可以通過兩種方式來補償這種差值,一種是設法測量熔料對空注塑時的溫度,另一種是建模時將射嘴也包含進去。

嘉興定制注塑加工報價,塑料件
0.56元
產品名:注塑加工,塑膠加工,塑料件,塑料加工

嘉興定制智能電器塑料外殼塑膠產品設計,嘉興塑料模具廠
面議
產品名:智能塑料外殼,嘉興注塑加工, 嘉興塑料模具廠
蘇州供應塑料模具報價,塑料定制注塑模具PS燈罩
8000元
產品名:注塑模具
蘇州銷售注塑模具公司,塑料加工注塑模具透明塑膠配件
8000元
產品名:注塑模具
蘇州銷售塑料模具公司,塑料加工注塑模具塑膠燈罩殼
8000元
產品名:注塑模具
蘇州供應塑料模具廠家,塑料定制注塑模具燈罩定制加工
8000元
產品名:注塑模具
蘇州銷售注塑模具廠家,塑料定制注塑模具防護燈罩
8000元
產品名:注塑模具
蘇州供應注塑模具公司,塑料定制注塑模具船用燈罩
8000元
產品名:注塑模具