





模具故障是沖壓生產(chǎn)中容易出現(xiàn)的問題,常常造成停產(chǎn),這樣影響產(chǎn)品生產(chǎn)周期。因此,盡快找到模具故障原因的啊,合理維修。
1、模具損壞
模具損壞是指模具開裂、折斷、漲開等,處理模具損壞問題呢,必需要從模具的設(shè)計、制造工藝和模具使用雙方方面尋找原因。假如引起異物進入模具、制件重疊、廢物梗阻等情況未及時處理,繼承加工生產(chǎn),很輕易損壞模具的落料板、沖頭、下模板和導(dǎo)柱。彈簧力設(shè)計太小或等高套不等高,會使彈簧斷裂、落料板傾斜.造成重疊沖打,損壞零件。假如模具的淬火溫渡過高,淬火方法和時間不公道,以及回火次數(shù)和溫度、肘間選擇不當,都會導(dǎo)致模具進入沖壓生產(chǎn)后損壞。沖頭固定不當或螺絲強度不夠.會導(dǎo)致沖頭掉落或折斷。工作高度調(diào)整過低、導(dǎo)柱潤滑不足。通常,模具材料的熱處理工藝對其影響很大。落料孔尺寸或深度設(shè)計不夠,輕易使槽孔梗阻,造成落料板損壞。模具使用時,零件位置、方向等安裝錯誤或螺栓緊固不好。
2、卡模
引起卡模的主要原因有:模具導(dǎo)向不正確、傾斜。否則,將會擴大故障,導(dǎo)致模具損壞。造成模具變形,例如模座、模板的硬度、厚度設(shè)計太小,輕易受外力撞擊變形;模具位置安裝不準,上下模的定位誤差超差。這時應(yīng)進步?jīng)_頭強度,增強卸料板的引導(dǎo)保護。
或壓力機的精度太差,使模具產(chǎn)生干涉;沖頭的強度不夠、大小沖頭位置太近,使模具的側(cè)向力不平衡。沖壓過程中,一旦模具合模不靈活,甚至卡死,必需立刻休止出產(chǎn),找出卡模原因,排除故障。
3、模具損壞和維修
沖壓生產(chǎn)的模具用度高.通常模具費占制件總本錢的1/5-1/4。一次性修復(fù)用度超過沖模原造價的70%,或者模具壽命已近。當模具維修技術(shù)過于復(fù)雜、修模用度太大,難度大必定使維修周期過長,嚴峻影響沖壓的正常出產(chǎn),應(yīng)選擇提前失效報廢,重新制造模具。一般來說。
模具損壞后,還有一個維修和報廢的選擇題目。但是。因此,及時維修模具,防止模具損壞,可以大大降低沖壓生產(chǎn)的模具費用。當模具的樞紐件嚴峻損壞,有時凸、凹模同時損壞。這是由于,除模具制造難度大、成本高外。沖壓模具的非天然磨損失效,例如非樞紐零件的破壞。
在正常情況下,沖壓件加工的模具主要失效形式是過量磨損。從新模具制造交付使用。直至沖制零件的毛刺超標、零件尺寸與形位精度超差,而模具又不能再修復(fù)或根本無修復(fù)價值,則模具只能報廢。從新模具投入使用到失效報廢。
沖壓件是靠壓力機和模具對板材、帶材、管材和型材等施加外力,使之產(chǎn)生塑性變形或分離,從而獲得所需形狀和尺寸的工件的成形加工方法。沖壓和鍛造同屬塑性加工,合稱鍛壓。沖壓的坯料主要是熱軋和冷軋的鋼板和鋼帶。冷沖壓件一般不再經(jīng)切削加工,或僅需要少量的切削加工。熱沖壓件精度和表面狀態(tài)低于冷沖壓件,但仍優(yōu)于鑄件、鍛件,切削加工量少。鋼板沖壓件腳手架是為了各施工過程順利進行而搭設(shè)的工作平臺。按搭設(shè)的位置分為外腳手架、里腳手架;按材料不同可分為木腳手架、竹腳手架、鋼管腳手架;按構(gòu)造形式分為立桿式腳手架、橋式腳手架、門式腳手架、懸吊式腳手架、掛式腳手架、挑式腳手架、爬式腳手架。熱沖壓將金屬加熱到一定的溫度范圍的沖壓加工方法。優(yōu)點為可內(nèi)應(yīng)力,避免加工硬化,增加材料的塑性,降低變形抗力,減少設(shè)備的動力消耗。汽車的車身、底盤、油箱、散熱器片,鍋爐的汽包、容器的殼體、電機、電器的鐵芯硅鋼片等都是沖壓加工的。儀器儀表、家用電器、自行車、辦公機械、生活器皿等產(chǎn)品中,也有大量沖壓件。
對于沖壓件加工行業(yè)的工作人員來講,肯定要對加工工藝以及設(shè)備的操作流程非常熟悉。作為廠家,今天我們來給大家介紹沖壓件加工的基本原則:
1、從硬件上講,機械零件的加工是有很多種機械設(shè)備,如車、銑床、刨床、磨床、拉床加工中心等,各種設(shè)備的固有加工精度都不一樣,所以要實現(xiàn)精密加工,就要看你的零件精度有多高相應(yīng)的選擇相應(yīng)的工藝路線和設(shè)備;
2、從軟件上講,就是操作人員的技能,這涉及到各種設(shè)備的操作人員的操作技能,這些技能包括對設(shè)備的深入理解、對機械加工的理解、對加工零件材料的理解等,這些技能都可以再平常的工作中慢慢積累,操作人員的技能關(guān)鍵是實踐,理論也要了解。
五金沖壓件加工的常見問題及原因
1.毛刺:沖孔或切邊角過程中不完全留有余料,鋼板截斷面下部位產(chǎn)生毛刺,以截斷面為基準,毛刺高度為0.2mm以上時,發(fā)生的鐵粉會損壞模具并產(chǎn)生凸凹。
2.凸凹:材質(zhì)表面異常凸起或凹陷,是開卷線有異物(鐵屑、灰塵)混入引起的。
3.輥子印:清洗輥子或者送料輥子附著異物引起(以固定節(jié)距發(fā)生),一般情況下可以將板料上的輥子印異物去掉即可。
4.滑動印:由于輥子滑動引起,在突然停止或者加速時發(fā)生。
5.卷料粉碎可能或許邊沿起皺:開卷線的導(dǎo)向輥可能或許模具上的導(dǎo)向輥間隙小時產(chǎn)生的起皺情景,由于卷料送入不屈衡引起。
6.劃痕:產(chǎn)生零件上有劃痕的主要原因,模具上有尖利的傷痕或有金屬塵屑掉入了模具,防止措施為修磨模具上的傷痕和金屬塵屑。
7.底部開裂:產(chǎn)生零件底部開裂的主要原因是材料塑性較差或模具壓邊圈壓得過緊,防止措施為更換塑性較好的材料或把壓邊圈放松一些。
8.側(cè)壁有:產(chǎn)生零件側(cè)壁有的主要原因是材料的厚度不夠(比小的允許厚度還薄)或上、下模安裝時出現(xiàn)偏心,造成一邊間隙大,另一邊間隙小,防止措施為即時更換材料和重新調(diào)整模具。
沖壓件是借助于常規(guī)或沖壓設(shè)備的動力,使板料在模具里直接受到變形力并進行變形,從而獲得一定形狀,尺寸和性能的產(chǎn)品零件的生產(chǎn)技術(shù)。板料,模具和設(shè)備是沖壓加工的三要素。沖壓加工是一種金屬冷變形加工方法。所以,被稱之為冷沖壓或板料沖壓,簡稱沖壓。它是金屬塑性加工(或壓力加工)的主要方法之一,也隸屬于材料成型工程技術(shù)。
環(huán)球的鋼材中,有50~60%是板材制成的,此中大部分是經(jīng)過沖壓榨成的成品。汽車的車身、散熱器片,汽鍋的汽包、容器的殼體、電機、電器的鐵芯硅鋼片等但凡沖壓加工的。儀器儀表、家用電器、辦公呆板、保管器皿等產(chǎn)品中,也有大量沖壓件。沖壓是的臨蓐舉措,采取復(fù)合模,異常是多工位級進模,可在一臺壓力機上完成多道沖壓技術(shù)操作,完成材料的自動生成。生成速度快,休息時間長,臨蓐成本低,集體每分鐘可臨蓐數(shù)百件,受到許多加工廠的喜愛。
沖壓件與鑄件、鍛件斗勁,存在薄、勻、輕、強的特性。沖壓可制出此熟手徑難于制造的帶有增強筋、肋、盤曲或翻邊的工件,以提高其剛性。由于駁回粗糙模具,工件精度可達微米級,且精度高、規(guī)格一致,能夠沖壓出孔窩、凸臺等。在實際生產(chǎn)中,常用與沖壓過程近似的工藝性試驗,如拉深性能試驗、脹形性能試驗等檢驗材料的沖壓性能,以成品質(zhì)量和高的合格率。
沖壓配備除了厚板用水壓機成形外,通常都采取凝滯壓力機。以今世高速多工位凝滯壓力機為焦點,設(shè)置裝備配置開卷、成品收集、保送等凝滯以及模具庫和快捷換模放置,并使用計算機法式管束,可組成高臨蓐率高的被動沖壓臨蓐線。在每分鐘臨蓐數(shù)十、數(shù)百件沖壓件的狀況下,在短暫功夫內(nèi)完成沖壓、出件等工序,時常發(fā)生人身、配備和品質(zhì)事變。因此,沖壓中的安全臨蓐是一個頗為緊要的題目
精密沖壓件是經(jīng)過沖壓、擠壓、滾壓、焊接、切削等一系列的沖壓加工工藝制造而來的,其制造難度較大,為滿足生產(chǎn)要求,達到良好的產(chǎn)品成型效果,對于精密沖壓件的沖壓材料就有著較高的條件要求。那么精密沖壓件沖壓材料應(yīng)具備哪些條件呢?下面小編就為大家分析解答。
一、精密沖壓件沖壓材料需具備的沖壓性能:
1、沖壓材料應(yīng)該容易得到和的精密沖壓件,便于生產(chǎn)加工。
2、沖壓材料的一次沖壓工序的極限變形程度和總的極限變形程度要足夠大,便于提高生產(chǎn)效率。
3、沖壓材料對精密沖壓件、精密沖壓模具的損耗及磨損要低,并且不易出現(xiàn)廢品,便于提高產(chǎn)量。
二、精密沖壓件沖壓材料應(yīng)滿足的工藝要求:
1、沖壓材料的厚度公差應(yīng)符合國家標準:不同的模具間隙適用于不同厚度的材料,如果材料的厚度公差太大,不僅直接影響沖件的質(zhì)量,還可能導(dǎo)致模具或壓力機的損壞。
2、沖壓件材料具有較高的表面質(zhì)量:沖壓材料表面潔平整,無氧化皮、裂紋、銹斑、劃傷、分層等缺陷。表面狀態(tài)好的材料,在加工時不易破裂,也不易擦傷模具,得到的沖壓件的表面質(zhì)量也好。
3、沖壓件材料應(yīng)具有良好的塑性:沖壓材料應(yīng)具有較高的伸長率和斷面收縮率,較低的屈服瞇和較高的搞拉強度,可塑性較高,能變形程度大,有利于沖壓工序的穩(wěn)定性和變形的均勻性,提高了精密沖壓件成形尺寸精度。
4、沖壓材料應(yīng)對機械接合及繼續(xù)加工(如焊接、拋光等工序)有良好的適應(yīng)性能,不應(yīng)損壞機械設(shè)備。
精密沖壓件的沖壓材料,關(guān)系著沖壓件的使用性能和質(zhì)量,對于沖壓材料的選擇就需要符合以上相關(guān)條件,滿足生產(chǎn)要求。

光伏支架管光伏支架不銹鋼掛鉤光伏太陽能鋁合金支架廠家
面議
產(chǎn)品名:光伏支架,光伏支架不銹鋼掛鉤,光伏板防滑雪掛鉤,太陽能光伏掛鉤,304光伏支架掛鉤,屋頂光伏,不銹鋼光伏掛鉤廠家,光伏屋頂掛鉤,光伏掛鉤,掛鉤光伏

沖壓件模具加工方法汽車配件加工工廠不銹鋼沖壓拉伸件加工
面議
產(chǎn)品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片

汽車配件沖壓件加工汽車配件加工件不銹鋼拉伸沖壓件加工廠
面議
產(chǎn)品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片
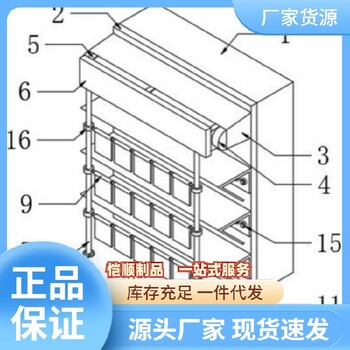
風(fēng)動景墻價格內(nèi)部結(jié)構(gòu)風(fēng)動鋁板幕墻
面議
產(chǎn)品名:風(fēng)鈴,風(fēng)中舞動的精靈,讓墻面動起來,施工工藝,怎么安裝,內(nèi)部結(jié)構(gòu)
多種顏色可定制風(fēng)動幕墻施工,風(fēng)動幕墻單價,規(guī)格齊全
面議
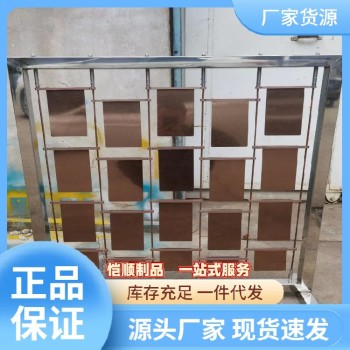
產(chǎn)品名:風(fēng)動片金屬,景園造型,規(guī)格齊全,廠家供應(yīng),源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風(fēng)動幕墻
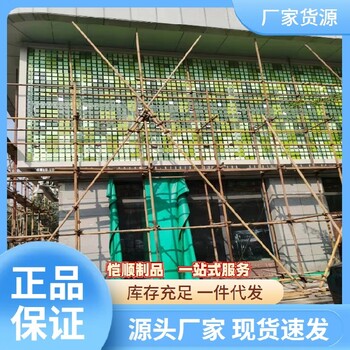
現(xiàn)貨易安裝風(fēng)動幕墻安裝,源頭工廠,風(fēng)動幕墻施工
面議
產(chǎn)品名:風(fēng)動片金屬,景園造型,規(guī)格齊全,廠家供應(yīng),源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風(fēng)動幕墻

造型多樣景觀風(fēng)動幕墻,建筑裝飾,風(fēng)動幕墻施工
面議
產(chǎn)品名:風(fēng)動片金屬,景園造型,規(guī)格齊全,廠家供應(yīng),源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風(fēng)動幕墻

外立面設(shè)計風(fēng)動片裝飾幕墻,景觀雕塑,風(fēng)動幕墻價格
面議
產(chǎn)品名:風(fēng)動片金屬,景園造型,規(guī)格齊全,廠家供應(yīng),源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風(fēng)動幕墻