

| 供應商 | 江蘇巨人焊接有限公司 店鋪 |
|---|---|
| 認證 | |
| 報價 | 人民幣 10.00元 |
| 關鍵詞 | 嘉定銷售碳鋼自保護藥芯焊廠家供應廠家,本溪銷售碳鋼自保護藥芯焊廠家供應廠家,浦東生產碳鋼自保護藥芯焊廠家供應廠家,鞍山銷售碳鋼自保護藥芯焊廠家供應廠家 |
| 所在地 | 江蘇常州 |
針對冷軋輥堆焊修復技術,采用固本自制耐磨藥芯焊絲進行Cr5鋼試板焊接試驗耐磨藥芯焊絲在Cr5鋼板上堆焊,其堆焊工藝過程穩定,焊后堆焊層無裂紋、飛濺、咬邊等缺陷,焊道表
針對冷軋輥堆焊修復技術,采用固本自制進行Cr5鋼試板焊接試驗,通過組織分析和性能測試,得到如下結論:
(1)耐磨藥芯焊絲在Cr5鋼板上堆焊,其堆焊工藝過程穩定,焊后堆焊層無裂紋、飛濺、咬邊等缺陷,焊道表面平整美觀;(2)堆焊層金屬組織以奧氏體組織為基體,硬質相顆粒彌散分布在基體中,組織均勻細小,堆焊層平均硬度為HRC59,略Cr5鋼的;(3)利用Cr5鋼球檢測堆焊試樣耐磨性能,堆焊金屬失質量小于Cr5鋼球的,堆焊試樣的耐磨性能優于Cr5鋼的,證明使用耐磨藥芯焊絲修復冷軋輥具有一定可行性。
采用固本耐磨藥芯焊絲堆焊修復,修復費用僅為制造新輥的50%。
國內外的冷軋輥大部分是由高合金含量的9Cr2Mo,9Cr3Mo及Cr5等鐵基材料整體制造。在軋制過程中,軋輥由于受到交變載荷和熱循環的作用,故容易產生較為嚴重的疲勞磨損和熱疲勞裂紋,出現表面剝落、磨損及掉塊等問題。因此軋輥成本昂貴、報廢率高,所以采用耐磨藥芯焊絲進行軋輥修復和再利用是實際生產中亟待解決的問題。
堆焊技術修復冷軋輥是冶金工業中提高軋輥使用壽命的重要技術手段。采用堆焊方法修復的冷軋輥,要求其堆焊金屬與原始軋輥硬度相當,耐磨性能明顯提高,抗裂性能良好。采用固本堆焊修復新鋼公司冷帶廠報廢的9Cr2Mo冷軋輥,堆焊層平均硬度HRC59.5,其組織為均勻的板條馬氏體、彌散分布的碳化物顆粒以及少量殘余奧氏體,修復費用僅為制造新輥的50%。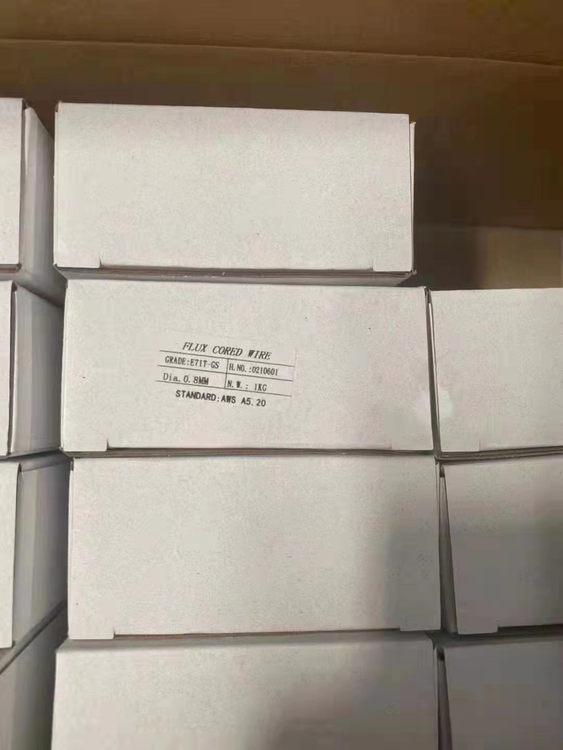
硬度耐磨藥芯焊絲(氣體保護焊),硬度達到HRC63高硬度耐磨藥芯焊絲
高硬度耐磨焊絲是一種高合金的堆焊焊絲,堆焊耐磨層與集體層之間是完全冶金結合成為一體,耐磨層厚度均勻、表面平整,整張鋼板的平整度與普通碳鋼板相當。耐磨層面表有應力釋放裂紋,該裂紋只存在于堆焊的耐磨層,不延伸到基體內,該應力釋放裂紋可以大減小堆焊過程對基體產生殘余應力和變形,進而避免降低基體強度,不會影響耐磨板的使用性能。耐磨層的主要成分為高碳高鉻合金,根據不同用戶的要求和使用條件,耐高溫的耐磨板中還含有Mo、W、V、B、Nb、Ti等合金元素,耐磨層的金相組織提供為共晶一次碳化物或復雜碳化物,可以實現耐常溫、高溫、強沖擊、中等沖擊、低應力沖擊的高抗磨損性能。
主要用途:KCH-615-C耐磨藥芯焊絲KCH-626耐磨藥芯焊絲
主要用于破碎機錘頭嚴重磨損部位的堆焊修復,一般堆焊1~2層即可,也可用于塔篦齒修復。根據不同的使用場合,可有選擇的使用,其耐磨性由高至低依次為KN-212、KN-258、KN-288。
主要用于新輥的制造及舊輥的修復。
焊條類直徑(mm)1.21.6?包裝形式:盒裝
單件重量:15公斤?堆焊層硬度(HRC)
焊接電流(A)?80~120?120~160?160~200CO2氣保護藥芯焊絲直徑(mm)1.6包裝形式:真空層繞盤裝單件重量:15公斤ZD2:35ZD3:55ZD310:60焊接電流(A)220~350焊接電壓(V)25~35氣體流量(L/min)15~20埋弧焊藥芯焊絲直徑(mm)4.0包裝形式:真空層繞盤裝單件重量:30~40公斤
焊接電流(A)400~550焊接電壓(V)26~32焊接速度(mm/min)~400
注意事項
施焊前,焊條須經250~350℃烘焙1~2h,隨烘隨用;
焊前對焊件清除鐵銹、油污、水份等雜質;
對大、厚件、露天作業等,工件需250℃~300℃預熱,焊后緩冷;
埋弧焊藥芯焊絲ZD1、ZD2采用HJ431焊劑,焊前焊劑HJ431應烘干250℃1h;ZD3采用107焊劑,焊前焊劑107應烘干300℃1h。
藥芯焊絲的焊接工藝性能好、焊縫質量好、對鋼材的適應性強,可用于焊接各種類型的鋼結構,包括低碳鋼、低合金高強鋼、低溫鋼、耐熱鋼、不銹鋼及耐磨堆焊等。所采用的保護氣體有CO2和Ar+CO2兩種,前者用于普通結構,后者有于重要結構。藥芯焊絲適于自動或地半自動焊接,直流或交流電弧均要。
1、低碳鋼及高強鋼用藥芯焊絲
這類焊絲大多數為鈦型渣系,焊接工藝性好、焊接生產率高,主要用于造船、橋梁、建筑、車輛制造等。低碳鋼及高強鋼用藥芯焊絲品種較多,從焊縫強度級別上看抗拉強度490MPa級和590Mpa級的藥芯焊絲已普遍使用;從性能上看,有的側重于工藝性能,有的側重于焊縫力學性能和抗裂性能,有的適用于包括向下立焊在內的全位置焊,也有的于角焊縫。
2、不銹鋼用藥芯焊絲
不銹鋼藥芯焊絲的口種已有20余種,除鉻鎳系不銹鋼藥芯焊絲外,還有鉻系不銹鋼藥芯焊絲。焊絲直徑有0.8、1.2、1.6mm等,可滿足不銹鋼薄板、中板及厚板的焊接需要。所采用的保護氣體多數為CO2,也可采用Ar+(20%~50%)CO2的混合氣體。
3、耐磨堆焊用藥芯焊絲
為了增加耐磨性或使金屬表面獲得某些性能,需要從焊絲中過渡一定量的合金元素,但是焊絲因含碳量和合金元素較多,難于加工制造。隨著藥芯焊絲的問世,這些合金元素可加入藥芯中,且加工制造方便,故采用藥芯焊絲進行埋弧堆焊耐磨表面是種常用的方法,并已得到廣泛應用。此外,在燒結焊劑中加入合金元素,堆焊后也能得到相應成分的堆焊層,它與實芯或藥芯焊絲相配合,可滿足不同的堆焊要求。
藥芯焊絲的優點。
優點:
1、對各種鋼材的焊接,適應性強調整焊劑的成分和比例為方便和容易,可以提供所要求的焊縫化學成分。
2、工藝性能好,燭縫成形美觀采用氣渣聯合保護,獲得良好成形。加入穩弧劑使電弧穩定,熔滴過渡均勻。
3、熔敷速度快,生產在相同焊接電流下藥芯焊絲的電流密度大,熔化速度快,其熔敷率約為85%-90%,生產率比焊條電弧焊高約3-5倍。
4、可用較大焊接電流進行全位置焊接。
焊劑成份所扮演的功能:
(1)除氧劑與除氮劑
由于氮與氧可使焊道金屬造成氣孔或脆化,焊劑中添加錳與硅等除氧劑,至于自保護藥芯焊絲,焊劑中另需添加AL為除氮劑。以上添加除氧劑及除氮劑目的均在于凈化熔填金屬。
(2)焊渣形成劑
鈣、鉀、鈉或硅等均為焊渣形成劑,添加在焊劑中可以有效保護熔池不受大氣污染,焊渣可使焊道具較佳的外觀而且快速冷卻后又可以支撐全姿勢焊接時的熔池。焊渣的覆蓋更可緩和熔填金屬冷卻速率,此功能對低合金鋼的焊接尤其重要。
(3)電弧穩定劑
鈉及鉀可以使電弧保持柔暢而且降低飛濺。
(4)合金元素
鉬、鉻、碳、錳、鎳及釩等合金元素的添加,可以提高(改善)熔填金屬的強度、延性、硬度及韌性等。
(5)氣體形成劑
氟石、石灰石等需添加在自保護藥芯焊絲中使燃燒產生保護氣體。
主營產品: 氣保焊絲,藥芯焊絲,鋁焊絲,不銹鋼焊絲
1.焊接材料、焊接設備、焊割配件的制造、銷售:五金工具、鋁制品、塑料制品、復合材料的銷售:自營和代理各類商品及技術的進出口業務。
溫州供應碳鋼自保護藥芯焊廠家供應,無氣保護焊絲
10元
產品名:碳鋼自保護藥芯焊絲E71T-GS

衢州供應碳鋼自保護藥芯焊絲,無氣保護焊絲
面議
產品名:碳鋼自保護藥芯焊絲

揚州小包裝藥芯焊絲
10元
產品名:小包裝藥芯焊絲
青浦定制E71T-11自保護藥芯焊絲,焊絲
10元
產品名:E71T-11藥芯焊絲
鎮江生產碳鋼自保護藥芯焊廠家供應廠家,E501T-1C
10元
產品名:碳鋼自保護藥芯焊絲E71T-GS

盤錦供應氣體保護焊絲,鐵焊絲
6元
產品名:氣體保護焊絲
閘北銷售鋁鎂焊絲ER5356,鋁鎂焊絲
10元
產品名:鋁鎂焊絲ER5356
虹口生產碳鋼焊絲廠家
10元
產品名:碳鋼焊絲