




| 供應(yīng)商 | 興化市愷順不銹鋼制品廠 店鋪 |
|---|---|
| 認(rèn)證 | |
| 報(bào)價(jià) | 面議 |
| 作用對(duì)象 | 金屬 |
| 關(guān)鍵詞 | 沖壓件,沖壓件加工廠,沖壓件模具加工方法,五金沖壓件 |
| 所在地 | 江蘇泰州興化市戴南鎮(zhèn)永豐工業(yè)集中區(qū) |
8年
模具故障是沖壓生產(chǎn)中容易出現(xiàn)的問題,常常造成停產(chǎn),這樣影響產(chǎn)品生產(chǎn)周期。因此,盡快找到模具故障原因的啊,合理維修。
1、模具損壞
模具損壞是指模具開裂、折斷、漲開等,處理模具損壞問題呢,必需要從模具的設(shè)計(jì)、制造工藝和模具使用雙方方面尋找原因。假如引起異物進(jìn)入模具、制件重疊、廢物梗阻等情況未及時(shí)處理,繼承加工生產(chǎn),很輕易損壞模具的落料板、沖頭、下模板和導(dǎo)柱。彈簧力設(shè)計(jì)太小或等高套不等高,會(huì)使彈簧斷裂、落料板傾斜.造成重疊沖打,損壞零件。假如模具的淬火溫渡過高,淬火方法和時(shí)間不公道,以及回火次數(shù)和溫度、肘間選擇不當(dāng),都會(huì)導(dǎo)致模具進(jìn)入沖壓生產(chǎn)后損壞。沖頭固定不當(dāng)或螺絲強(qiáng)度不夠.會(huì)導(dǎo)致沖頭掉落或折斷。工作高度調(diào)整過低、導(dǎo)柱潤滑不足。通常,模具材料的熱處理工藝對(duì)其影響很大。落料孔尺寸或深度設(shè)計(jì)不夠,輕易使槽孔梗阻,造成落料板損壞。模具使用時(shí),零件位置、方向等安裝錯(cuò)誤或螺栓緊固不好。
2、卡模
引起卡模的主要原因有:模具導(dǎo)向不正確、傾斜。否則,將會(huì)擴(kuò)大故障,導(dǎo)致模具損壞。造成模具變形,例如模座、模板的硬度、厚度設(shè)計(jì)太小,輕易受外力撞擊變形;模具位置安裝不準(zhǔn),上下模的定位誤差超差。這時(shí)應(yīng)進(jìn)步?jīng)_頭強(qiáng)度,增強(qiáng)卸料板的引導(dǎo)保護(hù)。
或壓力機(jī)的精度太差,使模具產(chǎn)生干涉;沖頭的強(qiáng)度不夠、大小沖頭位置太近,使模具的側(cè)向力不平衡。沖壓過程中,一旦模具合模不靈活,甚至卡死,必需立刻休止出產(chǎn),找出卡模原因,排除故障。
3、模具損壞和維修
沖壓生產(chǎn)的模具用度高.通常模具費(fèi)占制件總本錢的1/5-1/4。一次性修復(fù)用度超過沖模原造價(jià)的70%,或者模具壽命已近。當(dāng)模具維修技術(shù)過于復(fù)雜、修模用度太大,難度大必定使維修周期過長,嚴(yán)峻影響沖壓的正常出產(chǎn),應(yīng)選擇提前失效報(bào)廢,重新制造模具。一般來說。
模具損壞后,還有一個(gè)維修和報(bào)廢的選擇題目。但是。因此,及時(shí)維修模具,防止模具損壞,可以大大降低沖壓生產(chǎn)的模具費(fèi)用。當(dāng)模具的樞紐件嚴(yán)峻損壞,有時(shí)凸、凹模同時(shí)損壞。這是由于,除模具制造難度大、成本高外。沖壓模具的非天然磨損失效,例如非樞紐零件的破壞。
在正常情況下,沖壓件加工的模具主要失效形式是過量磨損。從新模具制造交付使用。直至沖制零件的毛刺超標(biāo)、零件尺寸與形位精度超差,而模具又不能再修復(fù)或根本無修復(fù)價(jià)值,則模具只能報(bào)廢。從新模具投入使用到失效報(bào)廢。
沖壓件加工的一般原則:
1、先加工基準(zhǔn)面:零件在加工過程中,作為定位基準(zhǔn)的表面應(yīng)加工出來,以便盡快為后續(xù)工序的加工提供精基準(zhǔn)。稱為“基準(zhǔn)”;
2、劃分加工階段:加工質(zhì)量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個(gè)階段。主要是為了加工質(zhì)量;有利于合理使用設(shè)備;便于安排熱處理工序;以及便于時(shí)發(fā)現(xiàn)毛坯缺陷等;
3、先面后孔:對(duì)于箱體、支架和連桿等零件應(yīng)先加工平面后加工孔。這樣就可以以平面定位加工孔,平面和孔的位置精度,而且對(duì)平面上的孔的加工帶來方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滾壓加工等),應(yīng)放在工藝路線后階段進(jìn)行,加工后的表面光潔度在Ra0.8um以上,輕微的碰撞都會(huì)損壞表面,在日本、德國等國家,在光整加工后,都要用絨布進(jìn)行保護(hù),不準(zhǔn)用手或其它物件直接接觸工件,以免光整加工的表面,由于工序間的轉(zhuǎn)運(yùn)和安裝而受到損傷。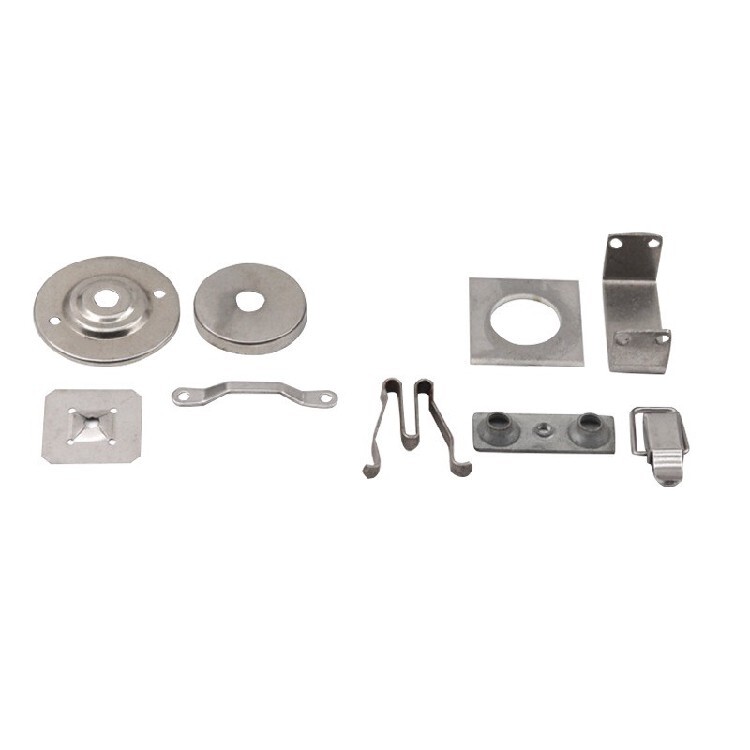
對(duì)于沖壓件加工行業(yè)的工作人員來講,肯定要對(duì)加工工藝以及設(shè)備的操作流程非常熟悉。作為廠家,今天我們來給大家介紹沖壓件加工的基本原則:
1、從硬件上講,機(jī)械零件的加工是有很多種機(jī)械設(shè)備,如車、銑床、刨床、磨床、拉床加工中心等,各種設(shè)備的固有加工精度都不一樣,所以要實(shí)現(xiàn)精密加工,就要看你的零件精度有多高相應(yīng)的選擇相應(yīng)的工藝路線和設(shè)備;
2、從軟件上講,就是操作人員的技能,這涉及到各種設(shè)備的操作人員的操作技能,這些技能包括對(duì)設(shè)備的深入理解、對(duì)機(jī)械加工的理解、對(duì)加工零件材料的理解等,這些技能都可以再平常的工作中慢慢積累,操作人員的技能關(guān)鍵是實(shí)踐,理論也要了解。
五金沖壓件加工的常見問題及原因
1.毛刺:沖孔或切邊角過程中不完全留有余料,鋼板截?cái)嗝嫦虏课划a(chǎn)生毛刺,以截?cái)嗝鏋榛鶞?zhǔn),毛刺高度為0.2mm以上時(shí),發(fā)生的鐵粉會(huì)損壞模具并產(chǎn)生凸凹。
2.凸凹:材質(zhì)表面異常凸起或凹陷,是開卷線有異物(鐵屑、灰塵)混入引起的。
3.輥?zhàn)佑。呵逑摧佔(zhàn)踊蛘咚土陷佔(zhàn)痈街愇镆?以固定節(jié)距發(fā)生),一般情況下可以將板料上的輥?zhàn)佑‘愇锶サ艏纯伞?br />
4.滑動(dòng)印:由于輥?zhàn)踊瑒?dòng)引起,在突然停止或者加速時(shí)發(fā)生。
5.卷料粉碎可能或許邊沿起皺:開卷線的導(dǎo)向輥可能或許模具上的導(dǎo)向輥間隙小時(shí)產(chǎn)生的起皺情景,由于卷料送入不屈衡引起。
6.劃痕:產(chǎn)生零件上有劃痕的主要原因,模具上有尖利的傷痕或有金屬塵屑掉入了模具,防止措施為修磨模具上的傷痕和金屬塵屑。
7.底部開裂:產(chǎn)生零件底部開裂的主要原因是材料塑性較差或模具壓邊圈壓得過緊,防止措施為更換塑性較好的材料或把壓邊圈放松一些。
8.側(cè)壁有:產(chǎn)生零件側(cè)壁有的主要原因是材料的厚度不夠(比小的允許厚度還薄)或上、下模安裝時(shí)出現(xiàn)偏心,造成一邊間隙大,另一邊間隙小,防止措施為即時(shí)更換材料和重新調(diào)整模具。
采用精密沖壓技術(shù)加工而成的精密沖壓件,具有尺寸范圍大、形狀復(fù)雜,精度高等優(yōu)點(diǎn),在汽車、、航空等行業(yè)都有廣泛應(yīng)用。而精密沖壓件加工工藝較為復(fù)雜,想要沖壓件的成型效果,在精密沖壓件加工時(shí)就需要注意以下事項(xiàng):
1、精密沖壓件的工序數(shù)量主要取決于其結(jié)構(gòu)形狀的復(fù)雜程度,根據(jù)彎曲角的數(shù)目、相對(duì)位置和彎曲方向而定。當(dāng)彎曲件的彎曲半徑小于允許值時(shí),則在彎曲后增加一道整形工序。
2、精密沖壓件的工序數(shù)量與材料性質(zhì)、拉深高度、拉深階梯數(shù)以及拉深直徑、材料厚度等條件有關(guān),需經(jīng)拉深工藝計(jì)算才能確定。當(dāng)拉深件圓角半徑較小或尺寸精度要求較高時(shí),則需在拉深后增加一道整形工序。
3、工序數(shù)量的確定還應(yīng)符合企業(yè)現(xiàn)有制模能力和沖壓設(shè)備的狀況。制模能力應(yīng)能模具加工、裝配精度相應(yīng)提高的要求。否則只能增加工序數(shù)目。
4、當(dāng)精密沖壓件的斷面質(zhì)量和尺寸精度要求較高時(shí),可以考慮在沖裁工序后再增加修整工序或者直接采用精密沖裁工序。
5、為了提高精密沖壓工藝的穩(wěn)定性有時(shí)需要增加工序數(shù)目,以精密沖壓件的質(zhì)量。例如彎曲件的附加定位工藝孔沖制、成形工藝中的增加變形減輕孔沖裁以轉(zhuǎn)移變形區(qū)等等。
6、沖裁形狀簡單的精密沖壓件,采用單工序模具完成。沖裁形狀復(fù)雜的工件,由于模具的結(jié)構(gòu)或強(qiáng)度受到限制,其內(nèi)外輪廓應(yīng)分成幾部分沖裁,需采用多道沖壓工序。
7、精密沖壓加工應(yīng)選用的沖壓加工油,菜籽油和機(jī)械油、再生油等非油品中并不含有適用于沖壓加工的添加劑成分,會(huì)造成工件精度下降、起毛邊毛刺、表面坑洞破損等質(zhì)量問題。而且非油品的中化學(xué)物質(zhì)會(huì)造成機(jī)臺(tái)生銹起黃袍、工膚等。
關(guān)于精密沖壓件加工工藝注意事項(xiàng),今天就介紹到這里。精密沖壓件加工工藝步驟有很多,工作人員應(yīng)詳細(xì)了解每個(gè)步驟的注意事項(xiàng),正確操作,才能避免出現(xiàn)失誤,影響產(chǎn)品成型質(zhì)量。
精密沖壓件知識(shí)
精密沖壓件在當(dāng)前社會(huì)科技行業(yè)中扮演者著重要的角色,為科技的進(jìn)步作出了貢獻(xiàn)。那么,精密沖壓件的定義是什么呢?
但至今為止,尚沒有一個(gè)完整的定義。我們專注精密五金沖壓,帶你了解精密沖壓件的知識(shí)。
我們認(rèn)為一般的精密沖壓件就是薄板五金件,也就是可以通過沖壓,彎曲,拉伸等手段來加工的零件,一個(gè)大體的定義就是-在加工過程中厚度不變的零件。
精密沖壓件包括各種接線端子,彈片,片簧等。
那么,國外對(duì)于精密沖壓件的定義又如何呢?
根據(jù)國外某上的一則定義可以將其定義為:鈑金是針對(duì)金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/切/復(fù)合、折、焊接、鉚接、拼接、成型(如汽車車身)等。
其顯著的特征就是同一零件厚度一致。
沖壓件工廠一般來說基本設(shè)備包括剪板機(jī)(Shear Machine)、數(shù)控沖床(CNC Punching Machine)/激光、等離子、水射流切(Laser,Plasma, Waterjet Cutting Machine)/復(fù)合機(jī)(Combination Machine)、折彎機(jī)(Bending Machine)以及各種設(shè)備如:開卷機(jī)、校平機(jī)、去毛刺機(jī)、點(diǎn)焊機(jī)等。

光伏支架管光伏支架不銹鋼掛鉤光伏太陽能鋁合金支架廠家
面議
產(chǎn)品名:光伏支架,光伏支架不銹鋼掛鉤,光伏板防滑雪掛鉤,太陽能光伏掛鉤,304光伏支架掛鉤,屋頂光伏,不銹鋼光伏掛鉤廠家,光伏屋頂掛鉤,光伏掛鉤,掛鉤光伏

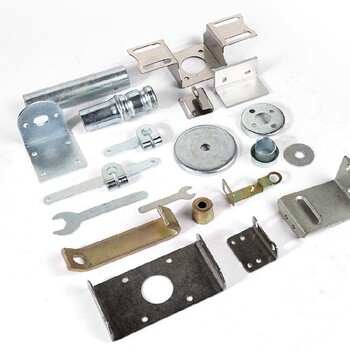
沖壓件模具加工方法汽車配件加工工廠不銹鋼沖壓拉伸件加工
面議
產(chǎn)品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片
汽車配件沖壓件加工汽車配件加工件不銹鋼拉伸沖壓件加工廠
面議
產(chǎn)品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片
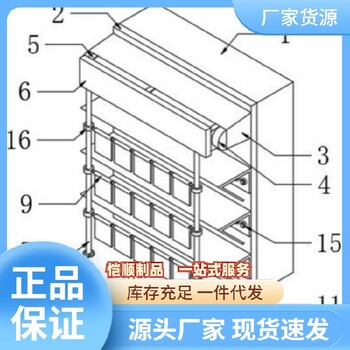
風(fēng)動(dòng)景墻價(jià)格內(nèi)部結(jié)構(gòu)風(fēng)動(dòng)鋁板幕墻
面議
產(chǎn)品名:風(fēng)鈴,風(fēng)中舞動(dòng)的精靈,讓墻面動(dòng)起來,施工工藝,怎么安裝,內(nèi)部結(jié)構(gòu)

304拉伸件加工廠家,五金沖壓件拉伸件加工,金屬制品沖壓
面議
產(chǎn)品名:不銹鋼制品,五金沖壓件拉伸件加工,不銹鋼外殼廠家小型鋼帽,銅管紫銅柱隔片,無蓋圓形鐵盒,不銹鋼藥丸外殼,不銹鋼制品,激光切割加工

不銹鋼藥丸外殼,拉伸件小五金沖壓件,小五金沖壓件廠家
面議
產(chǎn)品名:沖壓件拉深件,不銹鋼沖壓件折彎件,沖壓件拉伸件價(jià)格,小五金沖壓件廠家,沖壓件加工定做,汽車配件加工件,金屬制品沖壓

光伏支架不銹鋼掛鉤,304不銹鋼光伏支架,屋頂掛鉤太陽能
面議
產(chǎn)品名:太陽能掛鉤,304不銹鋼光伏支架,太陽能光伏安裝配件,光伏配件可調(diào)式掛鉤

不銹鋼拉伸件,鍍鋅鈑金件,幕墻連接件
面議
產(chǎn)品名:小五金加工,拉伸件加工,鈑金件沖壓,金屬彈片成型,精密沖壓模具設(shè)計(jì)?,門窗五金配件,幕墻連接件,建筑扣件鑄造?,汽車配件cnc加工,金屬?zèng)_壓拉伸件加工