卡盤直徑500mm夾持長度3000mm卡盤與尾座之間載重>2T控制方式工控機+3軸控制系統(tǒng)激光波長 900-1100nm送粉方式同軸負(fù)壓氣載式送粉冷卻方式 智能雙溫雙控,20-40℃主軸轉(zhuǎn)速0-100r/min激光器半導(dǎo)體/光纖激光器激光功率6000-12000W聚焦光斑圓形光斑、方形光斑
激光熔覆在模具領(lǐng)域應(yīng)用工藝
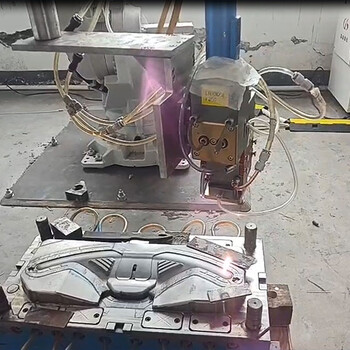
激光熔覆技術(shù)在模具領(lǐng)域應(yīng)用的基本工藝流程為:模具表面檢查及維修方案確認(rèn)→模具表面油污清理→根據(jù)硬度要求選擇合理的涂層及加工參數(shù)→熔覆加工→模具加工后表面修復(fù)并在交貨前進(jìn)行檢驗。各工序的步驟及注意事項為:
1、模具表面檢查及保養(yǎng)計劃確認(rèn)
檢查模具是否有裂紋、拉傷、凹坑,加工位置是否為平面或R角。根據(jù)不同問題確定修復(fù)方案,對需要處理的地方進(jìn)行適當(dāng)打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油漬、油脂和油漆等,提高表面熔覆效果。
3、根據(jù)硬度要求選擇合理的涂層和加工參數(shù)
根據(jù)維護計劃和客戶要求選擇合適的功率、焦距、光斑和鍍膜(例如鑄鐵使用鐵機粉)。
4、包覆加工
涂料通過設(shè)備均勻鋪展,激光器發(fā)射激光束,激光束經(jīng)內(nèi)部透鏡折射作用于加工表面,使涂料層與基材表面形成完整的冶金結(jié)合。
5、處理后模具表面修復(fù)
鉗工對熔覆表面進(jìn)行研磨、拋光,確保模具間隙和表面粗糙度符合要求。
6、交貨前檢驗
檢查處理后的硬度和表面粗糙度是否滿足客戶的要求,如果不符合要求,重做。

電機轉(zhuǎn)子軸承激光熔覆修復(fù)過程一般包括以下步驟:
1、表面預(yù)處理:清理軸承表面,去除油污、鐵銹等雜質(zhì),表面清潔、光滑。
2、涂敷熔覆材料:在軸承表面涂敷熔覆材料,以增加熔覆層的強度和耐磨性。
3、激光器具有功率密度高、方向性好、單色性好、相干性好等優(yōu)點。可快速準(zhǔn)確修復(fù)電機轉(zhuǎn)子軸承位置。該技術(shù)具有操作簡便、熔覆、熔覆層質(zhì)量好等優(yōu)點,因此在電機維修領(lǐng)域得到了廣泛的應(yīng)用。
4、激光熔覆修復(fù):利用激光功率密度高、方向性好、單色性好、相干性好等優(yōu)點,可以快速、準(zhǔn)確地修復(fù)電機轉(zhuǎn)子軸承位置。該技術(shù)具有操作簡便、熔覆、熔覆層質(zhì)量好等優(yōu)點,因此在電機維修領(lǐng)域得到了廣泛的應(yīng)用。
5、激光熔覆修復(fù)后期處理:對熔覆層進(jìn)行后期處理,提高其硬度和耐磨性。
在激光熔覆修復(fù)過程中,需要注意以下幾點:
1、激光功率密度要適中,不宜太大或太小,以熔覆層的質(zhì)量和效率。
2、熔覆材料的選擇適當(dāng),以熔覆層的強度和耐磨性。
3、激光熔覆過程中,保持穩(wěn)定的操作環(huán)境,避免外界因素對熔覆層質(zhì)量的影響。
4、后加工過程中應(yīng)注意控制溫度和時間,熔覆層的硬度和耐磨性。
總之,電機轉(zhuǎn)子軸承激光熔覆修復(fù)是一種的修復(fù)技術(shù)。具有操作方便、熔覆、熔覆層質(zhì)量好等優(yōu)點。因此,在電機維修領(lǐng)域得到了廣泛的應(yīng)用。應(yīng)用該技術(shù)時,需要注意激光功率密度、熔覆材料選擇、后處理等因素的影響,以熔覆層的硬度和耐磨性。

高壓電機軸瓦位激光熔覆修復(fù)的優(yōu)勢
1、修復(fù)精度高:激光熔覆技術(shù)可以實現(xiàn)微米級的修復(fù)精度,確保軸瓦位尺寸的恢復(fù)和表面質(zhì)量的提升。
2、熱影響小:激光熔覆過程中,激光束與材料的作用時間短,熱影響區(qū)小,降低了對基材性能的影響。
3、涂層性能:通過選擇適當(dāng)?shù)耐繉硬牧希梢垣@得的耐磨、耐腐蝕等性能,延長電機使用壽命。
4、修復(fù):激光熔覆技術(shù)具有較高的修復(fù)速度,可快速完成軸瓦位的修復(fù)工作,減少停機時間。
高壓電機軸瓦位激光熔覆修復(fù)的實施步驟
1、表面預(yù)處理:對軸瓦位表面進(jìn)行清潔、除銹、除油等處理,確保表面無雜質(zhì)和油污,以提高涂層與基材的結(jié)合力。
2、涂層材料選擇:根據(jù)軸瓦位的工作環(huán)境和性能要求,選擇合適的涂層材料,如耐磨、耐腐蝕的合金粉末等。
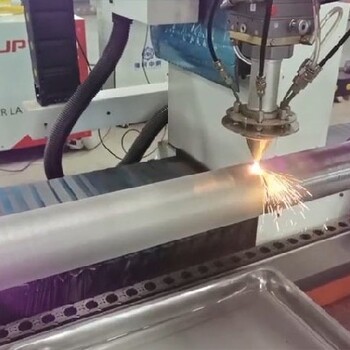
3、激光熔覆過程:將涂層材料均勻鋪設(shè)在軸瓦位表面,利用高能激光束進(jìn)行熔化、凝固和冶金結(jié)合。通過控制激光束的能量和掃描速度,實現(xiàn)涂層的均勻性和致密性。
4、后處理與檢測:對熔覆后的軸瓦位進(jìn)行冷卻、清理和表面質(zhì)量檢測,確保修復(fù)效果滿足使用要求。