





| 供應(yīng)商 | 嘉興晗晴電子有限公司 店鋪 |
|---|---|
| 認(rèn)證 | |
| 報(bào)價(jià) | 人民幣 8000.00元 |
| 關(guān)鍵詞 | ABS塑料件注塑加工 |
| 所在地 | 浙江嘉興秀洲區(qū)油車港鎮(zhèn)樂源路77號一樓 |
4年
1模具生產(chǎn)過程中有哪些特點(diǎn)、工藝方法和要求?
(1)、模具生產(chǎn)的特點(diǎn)
模具生產(chǎn)制造技術(shù)集中了機(jī)械加工的很多技術(shù),有機(jī)電結(jié)合加工,也離不開鉗工手工操作。
① 模具生產(chǎn)方式的選擇
a) 零件批量小的模具生產(chǎn),采用單件及配制的方式。
b) 零件件批量較大,采用成套性生產(chǎn)。
c) 如果同一種零件件制品需多個(gè)模具完成,加工和調(diào)整模具時(shí)應(yīng)保持前后的連續(xù)性。
② 模具制造的特點(diǎn):
a) 同一工序的加工內(nèi)容較多,故生產(chǎn)效率較低。
b) 要求工人的技術(shù)等級較高。
c) 模具某些工作部分的尺寸及位置,經(jīng)過試驗(yàn)后來確定。
d) 裝配后遠(yuǎn)均需試模、調(diào)整及修模。
e) 模具生產(chǎn)周期一般較長,成本較高。
f) 模具生產(chǎn)是典型的單件生產(chǎn),故生產(chǎn)工藝、管理方式、制造工藝都具有特的規(guī)律性和性。
(2)、模具生產(chǎn)的步驟:
① 模具圖樣設(shè)計(jì) 包括模具總裝圖、零件圖。
② 制訂工藝規(guī)程 即 制訂出整個(gè)模具或零部件的加工工藝及操作方法,填寫工藝卡。
③ 零部件的生產(chǎn) 即按工藝卡上制訂的工藝加工零部件。
④ 裝配。
⑤ 試模與調(diào)整 在壓力機(jī)上邊試邊調(diào)整,校正,直到生產(chǎn)出合格的零件。
⑥ 檢驗(yàn)和包裝 檢驗(yàn)外觀,打好刻記,將試出的另件制品隨同模具一起打包。
(3)、模具加工的工藝方法:
① 鑄造加工 鋅合金鑄造,低熔點(diǎn)合意鑄造,鈹銅合意鑄造及合成樹脂澆注。
② 切削加工 普通機(jī)床加工,仿形銑加工,成形磨加工雕刻,數(shù)控機(jī)床加工。
③ 特種加工 電加工(電火花,線切割,電解)腐蝕加工超聲波加工。
④ 粗加工 以去除大部分余量為目的。
⑤ 精加工 使工件達(dá)到較高的加工精度及表面質(zhì)量。
⑥ 整修加工 拋光、導(dǎo)柱 、導(dǎo)套的研磨。
(4)、模具制造過程的基本要求
① 加工質(zhì)量。
② 制造周期。
③ 較低的成本。
④ 提高工藝水平。
⑤ 良好的工作條件。
模具設(shè)計(jì)原則:
1.每個(gè)注塑產(chǎn)品在開始設(shè)計(jì)時(shí)要確定其開模方向和分型線,以盡可能減少抽芯滑塊機(jī)構(gòu)和消除分型線對外觀的影響。
2.弄懂每套模具設(shè)計(jì)中的每個(gè)細(xì)節(jié),理解模具中每個(gè)零件的用途。
3.適當(dāng)?shù)拿撃P倍瓤杀苊猱a(chǎn)品頂傷,如頂白、頂變形、頂破。
4.在設(shè)計(jì)時(shí)多參考以前相似的設(shè)計(jì),并了解在它模具加工和產(chǎn)品生產(chǎn)時(shí)的情況,吸取其中的經(jīng)驗(yàn)和教訓(xùn)。
5.設(shè)計(jì)注塑產(chǎn)品時(shí)綜合考慮產(chǎn)品外觀、性能和工藝之間的矛盾。有時(shí)犧牲部分工藝性,可得到很好的外觀或性能。
6.多了解注塑機(jī)的工作過程,以加深模具和注塑機(jī)的關(guān)系。
7.將扣位裝置設(shè)計(jì)成多個(gè)扣位同時(shí)共用,使整體的裝置不會因?yàn)閭€(gè)別扣位的損壞而不能運(yùn)作,從而增加其使用壽命,再是多考濾加圓角,增加強(qiáng)度。
8.下工廠了解加工品工藝,認(rèn)識每種加工的特點(diǎn)和局限性。
9.產(chǎn)品標(biāo)識一般設(shè)置在產(chǎn)品內(nèi)表面較平坦處,并采用凸起形式,選擇法向與開模方向尺可能一致的面處設(shè)置標(biāo)識,可以避免拉傷。
10.了解自己設(shè)計(jì)的模具的試模結(jié)果和改模情況,吸取教訓(xùn)。
11.在注塑產(chǎn)品中鑲?cè)肭都稍黾泳植繌?qiáng)度、硬度、尺寸精度和設(shè)置小螺紋孔(軸),滿足各種需求。同時(shí)會增加產(chǎn)品成本。
12.在設(shè)計(jì)時(shí)盡量采用以前比較成功的模具結(jié)構(gòu)。
13.設(shè)置合理的圓角,還可以改善模具的加工工藝,如型腔可直接用R刀銑加工,而避免低效率的電加工。
14.多些了解模具入水對制品產(chǎn)生的影響。
15.支柱盡量不要單使用,應(yīng)盡量連接至外壁或與加強(qiáng)筋一同使用,目的是加強(qiáng)支柱的強(qiáng)度及使膠料流動更順暢。
16.研究一些的模具結(jié)構(gòu),了解新的模具技術(shù)。
開料:前模料、后模模料、鑲件料、行位料、斜頂料;
開框:前模模框、后模模框;
開粗:前模模腔開粗、后模模腔開粗、分模線開粗;
銅公:前模銅公、后模銅公、分模線清角銅公;
線切割:鑲件分模線、銅公、斜頂枕位;
電腦鑼:精鑼分模線、精鑼后模模芯;
電火花:前模粗、銅公、公模線清角、后模骨位、 枕位;
鉆孔、針孔、頂針;
行位、行位壓極;
斜頂
復(fù)頂針、配頂針;
①唧咀、碼模坑、垃圾釘(限位釘);②飛模;③水口、撐頭、彈簧、運(yùn)水;
省模、拋光、前模、后模骨位;
細(xì)水結(jié)構(gòu)、拉桿螺絲拉鉤、彈簧
重要部件熱處理、淬火、行位表面氮化;
修模刻字。
注塑模具安裝:
1、安裝前的準(zhǔn)備
確認(rèn)冷卻水水路,螺絲擰入機(jī)板的深度是螺絲直徑的1.5-1.8倍。擰入不足的話容易滑牙,且有模具掉落的風(fēng)險(xiǎn)。 確認(rèn)生產(chǎn)所需要的作業(yè)人員,物料,工具,文件,設(shè)備輔機(jī)等是否。
2、吊模的方法
吊模不水平時(shí),安裝的模具前后模型腔會有不同程的段差出現(xiàn),對于生產(chǎn)精密的產(chǎn)品來說,就會出現(xiàn)同心度不良,段差不良,齒形精度不良,距離不良等現(xiàn)象。
在安裝模具時(shí),我們就必需要注意此問題,當(dāng)?shù)跄_M(jìn)去合到手能推動較小位置時(shí),停止合模。松動與擰緊吊環(huán),以前模為基準(zhǔn)(因?yàn)榍澳S卸ㄎ蝗潭ǎ^看后模部份,與前模水平佳時(shí),模具型腔位置吻合,繼續(xù)合模至完成,但不要起動高壓較好。 (上模合模一定先不要起高壓,待確認(rèn)合模能正常方可起高壓)。
3、打螺絲的方法
低溫即50度以下模溫的模具,可合模至高壓起動時(shí),前后模對角擰緊螺絲,8個(gè)螺絲擰完即可,50度以上模溫時(shí),模溫到達(dá)之前螺絲不要擰太緊,待模溫到達(dá)后再高壓起動,對角擰緊螺絲。
模具材料隨溫度的升高會澎脹,體積。模溫高時(shí)就更加明顯,如果在升溫前就擰緊螺絲,對模具壽命及其模具精度都有一定的影響。
4、附材的使用
當(dāng)模具厚度不夠,就必需加裝模板。當(dāng)模溫較高時(shí),機(jī)板與模具之間就好裝上隔熱板。不管是模板或是隔熱板,其平面度一定要盡可能的小。
如果其平面度較大時(shí),則模具前后模不平行,高壓閉合后一樣存在差別,從而影響產(chǎn)品質(zhì)量。當(dāng)模溫到達(dá)設(shè)定值后,檢查模具實(shí)際溫度,在進(jìn)行一次模厚調(diào)整。
噴嘴溫度:噴嘴溫度通常是略低于料筒高溫度的,這是為了防止熔料在直通式噴嘴可能發(fā)生的"流涎現(xiàn)象"。噴嘴溫度也不能過低,否則將會造成熔料的早凝而將噴嘴堵塞,或者由于早凝料注入模腔而影響制品的性能。
注塑溫度是影響注塑壓力的重要因素。注塑機(jī)料筒有5~6個(gè)加熱段,每種原料都有其合適的加工溫度(詳細(xì)的加工溫度可以參閱材料供應(yīng)商提供的數(shù)據(jù))。注塑溫度控制在一定的范圍內(nèi)。溫度太低,熔料塑化不良,影響成型件的質(zhì)量,增加工藝難度;溫度太高,原料容易分解。在實(shí)際的注塑成型過程中,注塑溫度往往比料筒溫度高,高出的數(shù)值與注塑速率和材料的性能有關(guān),高可達(dá)30℃。這是由于熔料通過注料口時(shí)受到剪切而產(chǎn)生很高的熱量造成的。在作模流分析時(shí)可以通過兩種方式來補(bǔ)償這種差值,一種是設(shè)法測量熔料對空注塑時(shí)的溫度,另一種是建模時(shí)將射嘴也包含進(jìn)去。

嘉興定制注塑加工報(bào)價(jià),塑料件
0.56元
產(chǎn)品名:注塑加工,塑膠加工,塑料件,塑料加工

嘉興定制智能電器塑料外殼塑膠產(chǎn)品設(shè)計(jì),嘉興塑料模具廠
面議
產(chǎn)品名:智能塑料外殼,嘉興注塑加工, 嘉興塑料模具廠
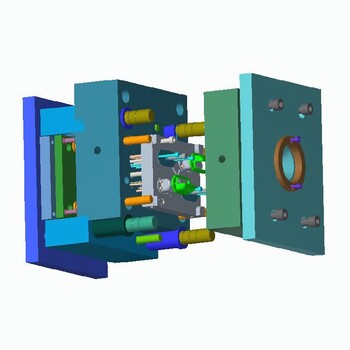
蘇州供應(yīng)注塑模具公司,塑料定制注塑模具透明塑料制品
8000元
產(chǎn)品名:注塑模具
蘇州供應(yīng)注塑模具價(jià)格,塑料定制注塑模具透明件標(biāo)準(zhǔn)
8000元
產(chǎn)品名:注塑模具
蘇州銷售塑料模具廠家,塑料加工注塑模具塑膠燈罩殼
8000元
產(chǎn)品名:注塑模具
蘇州銷售注塑模具廠家,塑料加工注塑模具PS燈罩
8000元
產(chǎn)品名:注塑模具
蘇州銷售塑料模具費(fèi)用,塑料定制注塑模具燈罩外殼
8000元
產(chǎn)品名:注塑模具
蘇州銷售塑料模具公司,塑料定制注塑模具透明零件
8000元
產(chǎn)品名:注塑模具