





如今經濟環境不好,各行各業都是比較困難。加工行業也是遇到了不小的阻力,但是要想不斷的發展要走好每一步。實現五金沖壓件的可持續發展,對于五金沖壓行業來說,需要知道應該如何去改變、去適應市場的發展。
1、五金沖壓件加工企業在發展的過程中,要始終把技術發展放在位。把握住市場的發展動向,培養一批技術人才,提高沖壓加工和模具制造的技術,把五金沖壓件的方向朝著汽車、航空、手機、電腦、電子等比較規模實力大的方向發展。這是人們日常說的大樹底下好乘涼的意思。只有把握住市場的動向才能不斷擴大自己在五金沖壓行業內的市場份額。
2、樹立自來的市場場,五金沖壓件雖小但是也要建立自。有時候并不一定要求工廠規模多大,但是一定要正規。各個工序都有嚴格的管理規定,一定不能像是一盤散沙!
3、虛心學習。俗話說活到老學到老。五金沖壓件加工行業也是一樣的,自己的實力和精力永遠時有限的。只有不斷的學習才能進步,學習別人的長處擬補自己的不足。除此之外,雖然說五金沖壓件不屬于服務業,但是也一定要做好售前和售后服務,為了值錢不再時產品而是服務。
沖壓件加工的一般原則:
1、先加工基準面:零件在加工過程中,作為定位基準的表面應加工出來,以便盡快為后續工序的加工提供精基準。稱為“基準”;
2、劃分加工階段:加工質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了加工質量;有利于合理使用設備;便于安排熱處理工序;以及便于時發現毛坯缺陷等;
3、先面后孔:對于箱體、支架和連桿等零件應先加工平面后加工孔。這樣就可以以平面定位加工孔,平面和孔的位置精度,而且對平面上的孔的加工帶來方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滾壓加工等),應放在工藝路線后階段進行,加工后的表面光潔度在Ra0.8um以上,輕微的碰撞都會損壞表面,在日本、德國等國家,在光整加工后,都要用絨布進行保護,不準用手或其它物件直接接觸工件,以免光整加工的表面,由于工序間的轉運和安裝而受到損傷。
生產各種法蘭盤企業,擁有各種沖壓設備多臺,各種車床數控鉆孔二十多臺,檢測設備,我公司生產各種日標,德標,澳標,美標,國標等法蘭、法蘭盤毛坯、沖壓件等,以及各種異型沖壓配件。還可以根據客戶圖紙要求加工各種沖壓件。
本著誠信為本的原則,以質量求生存,以信譽得發展的企業經營理念,不斷開拓進取。在激烈的市場競爭中,憑借良好的合作關系本公司茁壯發展,在持續改進、追求不斷進取、滿足的信念,企業在不斷創新中求發展,個人靠創新精神求進步,日積月累,量變到質變,每天的一小步,就是企業將來的步,點滴的匯集,使本公司成長為實力雄厚的中型流通企業。
公司是具集團化、規模化、靈活化和系統化為一體的生產法蘭盤、汽車配件、異型沖壓件的大型流通企業。多年來,以科學的生產工藝、嚴格的質量管理、的服務理念、合理的銷售價格,在國內外廣大用戶中贏得了良好的聲譽
我廠生產的配件全國大部分省市自治區:、天津、上海、重慶、河北、山西、遼寧、吉林、黑龍江、江蘇、浙江、福建、山東、河南、湖北、湖南、廣州、廣西、海南、四川、云南、陜西、新疆。
公司有從鍛造、熱處理、機加工、理化實驗、表面處理到包裝發運一體化的生產能力、堅實得技術力量、的生產工藝、完備的質量檢驗和可靠地售后服務及的企業信譽. 生產國標、非標、美標、德標、日標、大標、二標法蘭盤、法蘭盲板、法蘭毛坯、沖壓件、擠壓件、印刷制版堵頭,制版版輥堵頭,凹印制版堵頭。本廠建立于2000年,員工50人,技術人員5名,設備:400t2臺,250t2臺,160t5臺,100t5臺,車床10臺,鉆床5臺。沖壓厚度10mm、12mm、14mm、16mm、18mm、20mm、22mm,24mm25mm,30mm。沖壓直徑:100mm-500mm,材質為:碳鋼,q235b,20#,45#,16mn。生產廠家的優勢讓我們更有競爭力。誠信打造長期合作伙伴。可以依據各種標準生產各種形式的法蘭盤,并可以根據客戶圖紙要求制作,滿足客戶的個性化需求。我們擁有堅實得技術力量、的生產工藝、完備的質量檢驗和可靠地售后服務及的企業信譽. 公司秉承:“以德經營、艱苦創業、質量為本、誠信是金”的宗旨,服務于廣大新老客戶
自公司成立以來始終以科學管理、誠信、鉆研創新、保質保量為宗旨,竭誠為新老客戶服務。經過不斷的努力和發展成為國內有一定實力和影響的生產廠家,贏得建筑行業和腳手架生產廠商的認可和贊許。
產品參照國家ISO9001國家標準認證要求生產,已達到國家ISO900國家標準認證要求質量,取得了檢驗報告和生產許可證。
我們本著誠信為本的原則,以質量求生存,以信譽得發展的企業經營理念,不斷開拓進取。在激烈的市場競爭中,憑借良好的合作關系本公司茁壯發展,在持續改進、追求不斷進取、滿足的信念,企業在不斷創新中求發展,個人靠創新精神求進步,日積月累,量變到質變,每天的一小步,就是企業將來的步,點滴的匯集,使本公司成長為實力雄厚的中型流通企業。
精密沖壓件是經過沖壓、擠壓、滾壓、焊接、切削等一系列的沖壓加工工藝制造而來的,其制造難度較大,為滿足生產要求,達到良好的產品成型效果,對于精密沖壓件的沖壓材料就有著較高的條件要求。那么精密沖壓件沖壓材料應具備哪些條件呢?下面小編就為大家分析解答。
一、精密沖壓件沖壓材料需具備的沖壓性能:
1、沖壓材料應該容易得到和的精密沖壓件,便于生產加工。
2、沖壓材料的一次沖壓工序的極限變形程度和總的極限變形程度要足夠大,便于提高生產效率。
3、沖壓材料對精密沖壓件、精密沖壓模具的損耗及磨損要低,并且不易出現廢品,便于提高產量。
二、精密沖壓件沖壓材料應滿足的工藝要求:
1、沖壓材料的厚度公差應符合國家標準:不同的模具間隙適用于不同厚度的材料,如果材料的厚度公差太大,不僅直接影響沖件的質量,還可能導致模具或壓力機的損壞。
2、沖壓件材料具有較高的表面質量:沖壓材料表面潔平整,無氧化皮、裂紋、銹斑、劃傷、分層等缺陷。表面狀態好的材料,在加工時不易破裂,也不易擦傷模具,得到的沖壓件的表面質量也好。
3、沖壓件材料應具有良好的塑性:沖壓材料應具有較高的伸長率和斷面收縮率,較低的屈服瞇和較高的搞拉強度,可塑性較高,能變形程度大,有利于沖壓工序的穩定性和變形的均勻性,提高了精密沖壓件成形尺寸精度。
4、沖壓材料應對機械接合及繼續加工(如焊接、拋光等工序)有良好的適應性能,不應損壞機械設備。
精密沖壓件的沖壓材料,關系著沖壓件的使用性能和質量,對于沖壓材料的選擇就需要符合以上相關條件,滿足生產要求。
1.沖壓時產生翻料、扭曲的原因
在級進模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。沖件產生翻料、扭曲的主要原因為沖裁力的影響。沖裁時,由于沖裁間隙的存在,材料在凹模的一側受拉伸(材料向上翹曲),靠凸模側受壓縮。當用卸料板時,利用卸料板壓緊材料,防止凹模側的材料向上翹曲,此時,材料的受力狀況發生相應的改變。隨卸料板對其壓料力的增加,靠凸模側之材料受拉伸(壓縮力趨于減小),而凹模面上材料受壓縮(拉伸力趨于減小)。沖壓件的翻轉即由于凹模面上的材料受拉伸而致。所以沖裁時,壓住且壓緊材料是防止沖件產生翻料、扭曲的。
2.抑制沖壓件產生翻料、扭曲的方法
(1).合理的模具設計。在級進模中,下料順序的安排有可能影響到沖壓件成形的精度。針對沖壓件細小部位的下料,一般先安排較大面積之沖切下料,再安排較小面積的沖切下料,以減輕沖裁力對沖壓件成形的影響。
(2).壓住材料。克服傳統的模具設計結構,在卸料板上開出容料間隙(即模具閉合時,卸料板與凹模貼合,而容納材料處卸料板與凹模的間隙為材料厚t-0.03~0.05mm)。如此,沖壓中卸料板運動平穩,而材料又可被壓緊。關鍵成形部位,卸料板一定做成鑲塊式結構,以方便解決長時間沖壓所導致卸料板壓料部位產生的磨(壓)損,而無法壓緊材料。
(3).增設強壓功能。即對卸料鑲塊壓料部加厚尺寸(正常的卸料鑲塊厚H+0.03mm),以增加對凹模側材料的壓力,從而抑制沖切時沖壓件產生翻料、扭曲變形。
(4).凸模刃口端部修出斜面或弧形。這是減緩沖裁力的有效方法。減緩沖裁力,即可減輕對凹模側材料的拉伸力,從而達到抑制沖壓件產生翻料、扭曲的效果。
(5).日常模具生產中,應注意維護沖切凸、凹模刃口的鋒利度。當沖切刃口磨損時,材料所受拉應力將,從而沖壓件產生翻料、扭曲的趨向加大。
(6).沖裁間隙不合理或間隙不均也是產生沖壓件翻料、扭曲的原因,需加以克服。
3.生產中常見具體問題的處理
在日常生產中,會遇到沖孔尺寸偏大或偏小(有可能超出規格要求)以及與凸模尺寸相差較大的情形,除考慮成形凸、凹模的設計尺寸、加工精度及沖裁間隙等因素外,還應從以下幾個方面考慮去解決。
(1).沖切刃口磨損時,材料所受拉應力,沖壓件產生翻料、扭曲的趨向加大。產生翻料時,沖孔尺寸會趨小。
(2).對材料的強壓,使材料產生塑性變形,會導致沖孔尺寸趨大。而減輕強壓時,沖孔尺寸會趨小。
(3).凸模刃口端部形狀。如端部修出斜面或弧形,由于沖裁力減緩,沖件不易產生翻料、扭曲,因此,沖孔尺寸會趨大。而凸模端部為平面(無斜面或弧形)時,沖孔尺寸相對會趨小。
在具體的生產實踐中,應針對具體問題作具體分析,從而找出解決問題的方法。
以上主要介紹了沖裁時,沖件產生翻料、扭曲的原因及解決對策。
精密沖壓件知識
精密沖壓件在當前社會科技行業中扮演者著重要的角色,為科技的進步作出了貢獻。那么,精密沖壓件的定義是什么呢?
但至今為止,尚沒有一個完整的定義。我們專注精密五金沖壓,帶你了解精密沖壓件的知識。
我們認為一般的精密沖壓件就是薄板五金件,也就是可以通過沖壓,彎曲,拉伸等手段來加工的零件,一個大體的定義就是-在加工過程中厚度不變的零件。
精密沖壓件包括各種接線端子,彈片,片簧等。
那么,國外對于精密沖壓件的定義又如何呢?
根據國外某上的一則定義可以將其定義為:鈑金是針對金屬薄板(通常在6mm以下)一種綜合冷加工工藝,包括剪、沖/切/復合、折、焊接、鉚接、拼接、成型(如汽車車身)等。
其顯著的特征就是同一零件厚度一致。
沖壓件工廠一般來說基本設備包括剪板機(Shear Machine)、數控沖床(CNC Punching Machine)/激光、等離子、水射流切(Laser,Plasma, Waterjet Cutting Machine)/復合機(Combination Machine)、折彎機(Bending Machine)以及各種設備如:開卷機、校平機、去毛刺機、點焊機等。

光伏支架管光伏支架不銹鋼掛鉤光伏太陽能鋁合金支架廠家
面議
產品名:光伏支架,光伏支架不銹鋼掛鉤,光伏板防滑雪掛鉤,太陽能光伏掛鉤,304光伏支架掛鉤,屋頂光伏,不銹鋼光伏掛鉤廠家,光伏屋頂掛鉤,光伏掛鉤,掛鉤光伏
沖壓件模具加工方法汽車配件加工工廠不銹鋼沖壓拉伸件加工
面議
產品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片

汽車配件沖壓件加工汽車配件加工件不銹鋼拉伸沖壓件加工廠
面議
產品名:沖壓件,汽車配件模具加工,汽車配件電鍍加工,汽車配件加工工廠,五金配件外加工,五金配件加工廠,汽車配件加工做,汽車配件加工件,沖壓件拉伸件,沖壓件拉伸件,五金配件加工,汽車加工配件,沖壓件圓片
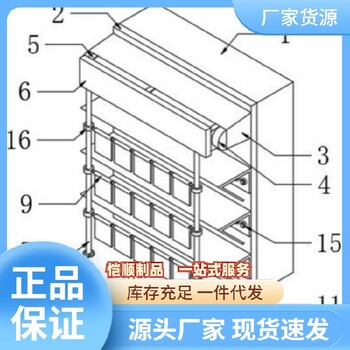
風動景墻價格內部結構風動鋁板幕墻
面議
產品名:風鈴,風中舞動的精靈,讓墻面動起來,施工工藝,怎么安裝,內部結構
多種顏色可定制風動幕墻施工,風動幕墻單價,規格齊全
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻
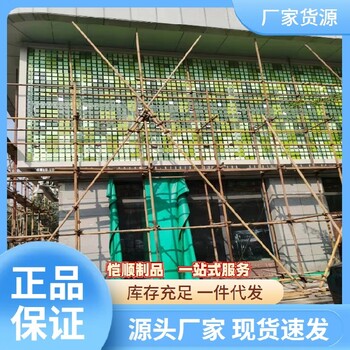
現貨易安裝風動幕墻安裝,源頭工廠,風動幕墻施工
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻

造型多樣景觀風動幕墻,建筑裝飾,風動幕墻施工
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻

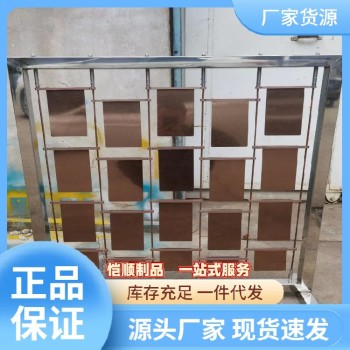
外立面設計風動片裝飾幕墻,景觀雕塑,風動幕墻價格
面議
產品名:風動片金屬,景園造型,規格齊全,廠家供應,源頭工廠,大型造型,建筑裝飾,景觀雕塑,定制尺寸,風動幕墻