機床床身鑄件 機床鑄件的生產采用一條完善的樹脂砂生產線,均采用樹脂砂、消失模鑄造,機床鑄件的材質為的高強度鑄鐵HT250-300,抗拉力強,尺寸精度高,均勻一致,不扣箱,鑄件無飛邊、毛刺;表面光滑度接近精密鑄造,內部結構穩定。機床床身的整個生產過程,三級環保,可以排除或降低了砂眼、氣空等鑄造缺陷。
為使金屬工件具有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝往往是的。鋼鐵是機械工業中應用廣的材料,鋼鐵顯微組織復雜,可以通過熱處理予以控制,所以鋼鐵的熱處理是金屬熱處理的主要內容。另外,鋁、銅、鎂、鈦等及其合金也都可以通過熱處理改變其力學、物理和化學性能,以獲得不同的使用性能。
機床鑄件采用消失模/樹脂砂鑄造,當機床鑄件在澆鑄時應該注意以下幾點:
一、在澆注初期,特別是在金屬液剛接觸泡沫塑料的瞬間,由于模樣材料氣化所產生的大量氣體,當直澆口沒充滿或剛開始澆注時金屬液的靜壓頭小于聚苯乙烯分解產物的氣體壓力時,過快地澆注易產生嗆火現象,使金屬液飛濺。為了避免這種現象,在澆注開始階段可采取先細流慢澆的方法,待澆注系統被金屬液充滿后,即可加大澆注速度越快越好,但以澆口杯為金屬充滿而不外溢為準則。在澆注的后期,當金屬液達到模樣的頂部或冒口根部時,就應略需收包,以保持金屬平穩上升和不致使金屬液沖出冒口。
二、盡可能選用底注包。底注包金屬液的熱損失小、壓頭大,澆注速度快,渣子浮在金屬液上表面,澆注鋼水比較干凈。受設備條件限制,對一些要求不高或一般中小機床鑄件亦可用轉包澆注。
三、澆注過程不可中斷。在消失模鑄件澆注時,保持連續地注入金屬液,直至鑄型全部充滿。否則,就易在停頓處造成鑄件整個平面的冷隔缺陷。
主營產品: 機床鑄件,鑄鐵平板,焊接平臺,T型槽平板
其他未列明制造業。自動化部件、機器人配件、機床配件、工量具、非標設備生產、銷售;機械加工(依法須經批準的項目,經相關部門批準后方可開展經營活動;一般經營項目,可依法自主開展經營活動)

供應鑄鐵平板平臺
面議
產品名:鑄鐵平臺

按圖加工鑄鐵方筒三面開槽方箱鑄鐵T型槽方箱鑄鐵方箱鑄鐵墊箱
2000元
產品名:鑄鐵T型槽方箱
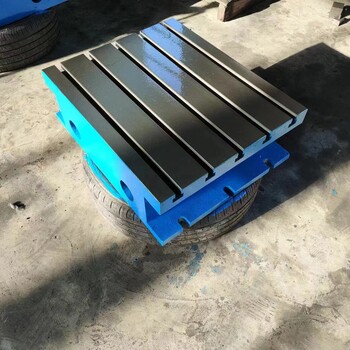
搖臂鉆床工作臺機床輔助工作臺鑄鐵方箱工作臺
2000元
產品名:機床輔助工作臺
現貨供應搖臂鉆工作臺
2000元
產品名:鉆床工作臺
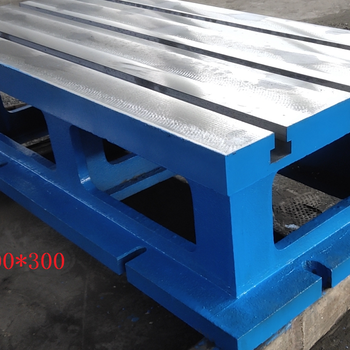
搖臂鉆工作臺/機床工作臺廠家鑄鐵平臺鉆床工作臺T型槽工作臺
2000元
產品名:鑄鐵平臺鉆床工作臺

搖臂鉆工作臺梯形槽工作臺
2000元
產品名:機床工作臺

焊接平臺檢驗劃線鉗工測量檢測平臺測量平板鑄鐵平臺
150元
產品名:鑄鐵工作臺

Q235鑄鐵斜墊鐵調整斜墊片鐵楔斜鐵調整墊鐵塞鐵斜墊塊平墊鐵鋼制
2元
產品名:斜鐵





