

| 供應商 | 江蘇巨人焊接有限公司 店鋪 |
|---|---|
| 認證 | |
| 報價 | 人民幣 10.00元 |
| 關鍵詞 | 丹東生產碳鋼自保護藥芯焊廠家供應廠家,閘北碳鋼自保護藥芯焊廠家供應廠家,長寧生產碳鋼自保護藥芯焊廠家供應廠家,徐匯銷售碳鋼自保護藥芯焊廠家供應 |
| 所在地 | 江蘇常州 |
???氣體保護焊過程中容易出現的故障:氣體保護焊耐磨藥芯焊絲在氣孔、燒穿、夾渣、裂縫、飛濺大、熔深不夠、焊縫形成這些方面不符合規定要求,具體表現在:
???1、氣孔
???由于氣保護效果差、耐磨藥芯焊絲表面有油、銹和水,氣體純度不高、耐磨藥芯焊絲內錳硅含量不足、焊槍擺幅過大,角度不當出現許多的氣孔。針對氣孔現象,提出的對策有加大氣流量,注意擋風、清理噴嘴;焊前清理焊件及;焊接用氣體純度>99.5%,CO2氣體、Ar氣體>99.95%;選用合適的耐磨藥芯焊絲;培訓操作技能調整角度。
???2、燒穿
???由于坡口根部間隙過大、鈍邊過小、焊速過慢、電流過大,出現燒穿現象。針對該現象,提出的對策有按工藝調整電流;加工坡口,增大鈍邊或減小電流;合理選擇參數。
???3、夾渣
???由于前層焊渣未清除;小電流、慢速焊、熔敷金屬過厚;采用左焊法時,熔渣流到熔池前面;焊槍擺動過大,使熔渣卷入熔池內,出現夾渣現象。針對該現象,提出的對策有清除層間焊渣;調整電流,加快焊速;改變操作方法及角度;減小擺動,多道多層焊。
???4、裂縫
???由于耐磨藥芯焊絲、焊件有油銹及水分,熔深過大,焊后焊件有很大的內應力,多層焊時層焊縫過小,CO2氣體含水量過大,出現裂縫現象。針對該現象,提出的對策有清理焊件;合理選擇焊接參數;合理選擇焊接順序;消除應力;加強層焊縫的質量;對CO2氣體除水、干燥。
???5、飛濺大
???由于短路過渡時電感量過大或過小;電弧在焊接中擺動;耐磨藥芯焊絲及焊件清理不;出現飛濺大的現象。針對該現象,提出的對策有調整電感量;更換導電嘴;清理焊件及耐磨藥芯焊絲。
???6、熔深不夠
???由于焊接電流過小;耐磨藥芯焊絲伸出長度太大;送絲不均勻;焊接速度太快;坡口角度及根部間隙過小;鈍邊過大等原因,而出現熔深不夠的現象。針對該現象,提出的對策有加大焊接電流;調整耐磨藥芯焊絲伸出長度;檢查送絲機構;減慢焊速;調整坡口尺寸。
堆焊修復性質的耐磨藥芯焊絲
耐磨藥芯焊絲的特點;具有良好的抗磨料磨損,耐沖擊磨損,耐粘著磨損(金屬間磨損),耐高溫磨損,耐腐蝕磨損以及抗兩種類型以上復合磨損的性能。
耐磨焊絲:用于堆焊耐磨損,抗氧化或耐氣蝕的部件。硬度:≧48-55度。
耐磨藥芯焊絲:用于要求抗強烈磨損場合。硬度:≧60-65度。
耐磨藥芯堆焊焊絲:堆焊高溫高壓閥門,熱剪切刀刃,熱鑄模等。硬度:≧40-45度。
堆焊耐磨焊絲:用于堆焊高溫高壓閥門,內內燃機閥,熱軋輥孔型。硬度:≧40-45度。
合金耐磨焊絲:用于牙輪鉆頭軸承等。硬度:≧55-60度。
碳化鎢耐磨焊絲:用于堆焊螺旋送料器,高溫熱軋輥,油田鉆頭等。硬度:≧60-65度。
鎳基耐磨藥芯焊絲:用于耐氣蝕,耐腐蝕性要求較高的內燃機氣門,排氣閥的堆焊。硬度:≧35-40度。
高耐磨合金焊絲:用于堆焊牙輪鉆頭軸承,粉碎機葉片等。硬度:≧55-60度。
高合金焊絲:具有加工硬化性好,堆焊閥門,鑄模和擠壓模等。硬度:≧30-35度。
模具耐磨焊絲:用于堆焊銅基合金和鋁基合金的熱壓模,熱擠壓模等。硬度:≧40-45度。
耐沖擊耐磨焊絲:用于泵的套筒和旋轉密封環,磨損面板軸承套筒的堆焊。硬度:≧50-55度。
技術人員對使用中出現的拉拔斷裂原因進行了分析,認為線材屈服強度高、組織不均、內部鐵素體晶粒細小、邊部出現魏氏組織鐵素體是耐磨藥芯焊絲拉絲斷裂的主要原因,提出了相應的解決措施,解決了耐磨藥芯焊絲拉絲斷裂問題采用夾雜物圖像分析儀、大樣電解、掃描電鏡及能譜分析等方法。
近年來國內耐磨藥芯焊絲的使用市場一直呈現加速上升趨勢,就國內耐磨藥芯焊絲生產能力遠不能滿足市場的旺盛需求,這樣也就為國內建設新的耐磨藥芯焊絲企業提供良好機遇!
????
在耐磨藥芯焊絲的使用品種上,以鈦型氣保護碳鋼和低合金鋼藥芯焊絲多,硬面耐磨藥芯焊絲和自保護耐磨藥芯焊絲次之,氣保護不銹鋼耐磨藥芯焊絲(少量用于耐腐蝕容器和大型醫療器械中)和金屬粉芯耐磨藥芯焊絲(少量應用于鋼結構和橋梁上)為少。
如在空氣中用裸焊絲焊接,將產生以下問題:
①合鄉元素嚴重燒損。焊絲中的C、Mn、Si等元素將燒損30一?o%,只有一部分能過渡到焊縫巾去。
②氣體雜質大量侵入熔池。使焊縫中的含氧量可達0。150.3g6,含氮0.100.20%,均L匕鎮靜鋼的氧、氮含量向十倍以-上,造成焊縫金屬變脆。
③焊縫中產生大量氣孔等焊接缺餡。
④電弧不穩,導致冶金過程不穩,焊縫金屬成形極差。
耐磨藥芯焊絲應具有以下作用:
?①對電弧焊電弧穩定燃燒和熔滴過渡順利進行。對電渣焊電渣過程穩定。
?②焊接中保護液態熔池,-防止空氣侵入。
?③進行冶金反應和過渡合金元素,按預期要求控制相調整焊縫金屬的成分與性能。
?④防止氣孔和裂紋等焊接缺陷的產生!
?⑤改善施焊工藝性能和勞動衛生條件。
?⑥在焊接質量的前題下盡可能提高焊接效率。
?
?坡口角度很小的埋弧焊稱為窄間隙埋弧焊。窄間隙埋弧焊的坡口面角一般為1-3,在耐磨藥芯焊絲進行窄間隙埋弧焊過程中,坡口面角隨著焊縫收縮也相應地縮小到接近零度,使坡口變成具有一定寬度的間隙,此間隙寬度略大于導電嘴的寬度。窄間隙埋弧焊一般焊接大直徑耐磨藥芯焊絲,大直徑為35mm,間隙尺寸為9-18mm。
?窄間隙埋弧焊具有下列優點:
?(1)坡口窄小,熔敷金屬量小,節省焊絲、焊劑、電能和工時。
?(2)焊頭自動跟蹤焊縫,與一般埋弧自動焊相比,可避免人工調節焊頭偏差引起的焊接缺陷,所以窄間隙埋弧焊性能可靠確保焊接質量。
?(3)窄間隙埋弧焊采用脫渣性好的細顆粒焊劑,自動回收焊劑,焊工避免清渣和篩選焊劑的工序。
?(4)窄間隙埋弧焊采用線能量較小的焊接規范,改善了耐磨藥芯焊絲的焊接接頭的力學性能。?
?(5)由于坡口窄小,使焊接應力小和焊接接頭綜合力學性能良好,提高了焊絲焊接接頭的抗裂性能。
?(6)由機械操作過渡到自動控制,使焊工操作條件提高到一個新水平。
藥芯焊絲的優勢
1、 藥芯焊絲的立向上焊或者平焊效果更好,
2、藥芯焊絲能焊接鍍鋅板等難焊母材,
3、 藥芯焊絲對母材清潔度要求不是特別高,焊前不必費力母材表面。
4、 自保護藥芯焊絲不需要外接氣瓶,更加適合戶外焊接,
雖然焊材價格相比實心焊絲價格是高了一些,但是焊接效率更高了。
主營產品: 氣保焊絲,藥芯焊絲,鋁焊絲,不銹鋼焊絲
1.焊接材料、焊接設備、焊割配件的制造、銷售:五金工具、鋁制品、塑料制品、復合材料的銷售:自營和代理各類商品及技術的進出口業務。
溫州供應碳鋼自保護藥芯焊廠家供應,無氣保護焊絲
10元
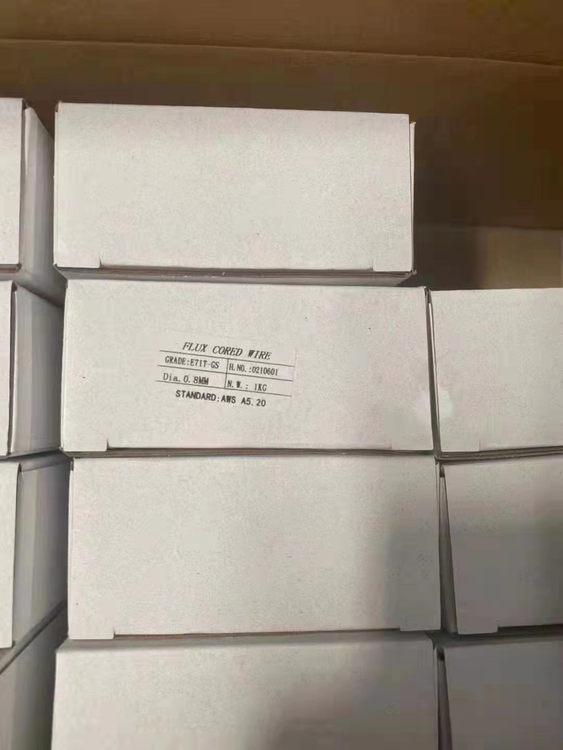
產品名:碳鋼自保護藥芯焊絲E71T-GS

衢州供應碳鋼自保護藥芯焊絲,無氣保護焊絲
面議
產品名:碳鋼自保護藥芯焊絲

揚州小包裝藥芯焊絲
10元
產品名:小包裝藥芯焊絲
青浦定制E71T-11自保護藥芯焊絲,焊絲
10元
產品名:E71T-11藥芯焊絲
鎮江生產碳鋼自保護藥芯焊廠家供應廠家,E501T-1C
10元
產品名:碳鋼自保護藥芯焊絲E71T-GS

盤錦供應氣體保護焊絲,鐵焊絲
6元
產品名:氣體保護焊絲
閘北銷售鋁鎂焊絲ER5356,鋁鎂焊絲
10元
產品名:鋁鎂焊絲ER5356
虹口生產碳鋼焊絲廠家
10元
產品名:碳鋼焊絲