Hi,歡迎來到黃頁88網(wǎng)!
不銹鋼發(fā)黑處理的質(zhì)量控制流程
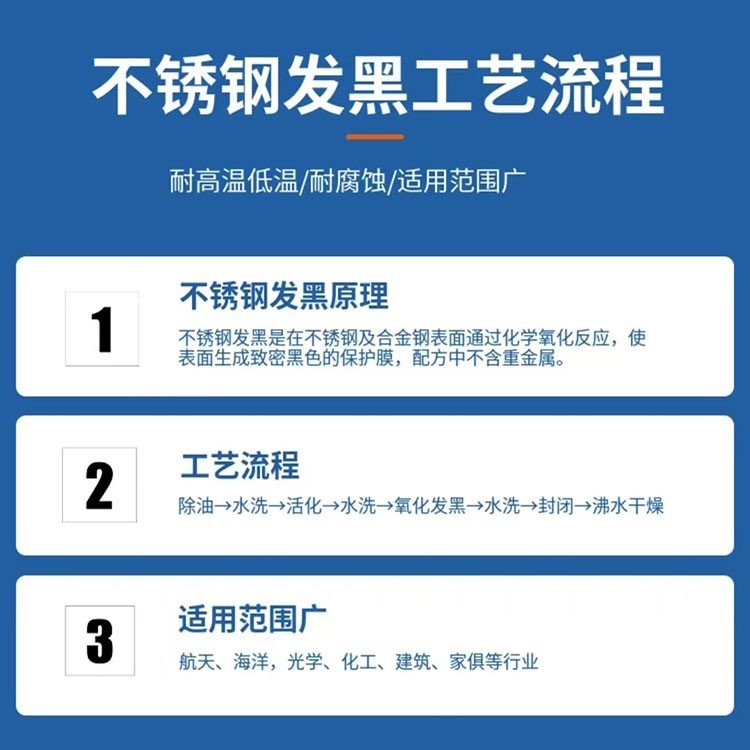
不銹鋼發(fā)黑處理需建立全流程質(zhì)量控制體系,確保產(chǎn)品符合標(biāo)準(zhǔn)要求,核心流程包括產(chǎn)前檢驗(yàn)、過程控制和產(chǎn)后檢測(cè)。產(chǎn)前檢驗(yàn):檢查不銹鋼原材料材質(zhì)(通過光譜分析確認(rèn)成分)、表面狀態(tài)(無嚴(yán)重銹蝕、劃痕),并進(jìn)行小批量試生產(chǎn),驗(yàn)證工藝參數(shù)(溫度、時(shí)間、藥液濃度)的合理性。過程控制:生產(chǎn)中定時(shí)檢測(cè)發(fā)黑液成分(如氫氧化鈉濃度每2小時(shí)檢測(cè)一次)、溫度(采用自動(dòng)溫控系統(tǒng)),并對(duì)前處理后的工件進(jìn)行抽樣檢查(表面無油污、銹蝕),確保每道工序符合要求。產(chǎn)后檢測(cè):對(duì)成品進(jìn)行外觀、附著力、耐蝕性檢測(cè),不合格品需分析原因(如膜層發(fā)花可能為前處理不),并采取返工措施(重新除油發(fā)黑)。同時(shí),建立質(zhì)量記錄檔案,記錄每批次生產(chǎn)參數(shù)和檢測(cè)結(jié)果,便于追溯和工藝優(yōu)化。

食品級(jí)不銹鋼的發(fā)黑處理要求
食品級(jí)不銹鋼(如304、316L)用于食品加工設(shè)備、餐具等,發(fā)黑處理需滿足食品安全和衛(wèi)生要求,核心要點(diǎn)在于工藝和材料的安全性。,發(fā)黑液需選用、無殘留的環(huán)保配方,禁止使用鉻(VI)、鉛、汞等有害重金屬,推薦采用堿性無鉻發(fā)黑液(氫氧化鈉+亞硝酸鈉+鉬酸鹽)或酸性磷酸體系發(fā)黑液,確保膜層無有害物質(zhì)析出。其次,前處理藥劑需符合食品級(jí)標(biāo)準(zhǔn),除油劑選用食用級(jí)乳化劑,酸洗避免使用高濃度強(qiáng)酸,可采用檸檬酸等有機(jī)酸進(jìn)行溫和除銹。后處理禁止使用含苯、甲醛的封閉劑,選用食品級(jí)防銹油(如礦物油、植物基油)或無涂層封閉(僅熱水沖洗干燥)。此外,生產(chǎn)過程需清潔衛(wèi)生,設(shè)備定期消毒,發(fā)黑后的工件需經(jīng)過清水沖洗多次,確保無藥液殘留,終產(chǎn)品需通過食品安全檢測(cè)(如GB 4806.9食品接觸用金屬材料及制品標(biāo)準(zhǔn)),確保符合食用安全要求。
不銹鋼異形件的發(fā)黑處理技巧
不銹鋼異形件(如復(fù)雜曲面、多孔結(jié)構(gòu)件)因形狀不規(guī)則,發(fā)黑處理易出現(xiàn)局部漏處理、膜層不均等問題,需采用針對(duì)性技巧。前處理階段:對(duì)于多孔件,采用高壓噴淋除油(壓力0.3-0.5MPa)結(jié)合超聲波清洗,確保孔內(nèi)油污清除;對(duì)于曲面件,調(diào)整酸洗時(shí)的懸掛方式,避免工件重疊,各部位充分接觸酸洗溶液。發(fā)黑階段:采用浸泡式發(fā)黑,選用淺槽體配合攪拌裝置(轉(zhuǎn)速50-100r/min),使發(fā)黑液充分循環(huán),避免局部濃度不均;對(duì)于大型異形件,采用分段發(fā)黑+補(bǔ)涂結(jié)合的方式,先浸泡主體部分,再對(duì)難以浸泡的邊角、孔位刷涂發(fā)黑液。后處理階段:沖洗時(shí)使用高壓水槍針對(duì)性沖洗縫隙、孔道,避免殘留藥液;干燥采用熱風(fēng)循環(huán)烘干,溫度80-100℃,確保異形部位干燥,防止局部銹蝕。此外,可在發(fā)黑液中添加表面活性劑(如十二烷基硫酸鈉),降低表面張力,提高藥液在異形表面的潤(rùn)濕性。
不銹鋼發(fā)黑處理的自動(dòng)化控制技術(shù)
自動(dòng)化控制技術(shù)是提升發(fā)黑處理穩(wěn)定性和效率的核心,主要涵蓋參數(shù)控制、藥液管理和生產(chǎn)調(diào)度三個(gè)方面。參數(shù)控制采用PLC+觸摸屏控制系統(tǒng),實(shí)時(shí)監(jiān)測(cè)并調(diào)節(jié)發(fā)黑液溫度(通過熱電偶傳感器,精度±0.5℃)、電解電流電壓(霍爾電流傳感器)、處理時(shí)間(定時(shí)器),當(dāng)參數(shù)偏離設(shè)定值時(shí),系統(tǒng)自動(dòng)報(bào)警并調(diào)整(如溫度過低時(shí)啟動(dòng)加熱裝置)。藥液管理通過在線濃度檢測(cè)傳感器(如氫氧化鈉濃度傳感器)實(shí)時(shí)監(jiān)測(cè)藥液成分,當(dāng)濃度低于標(biāo)準(zhǔn)值時(shí),自動(dòng)開啟補(bǔ)液裝置補(bǔ)充藥劑;同時(shí)設(shè)置藥液循環(huán)過濾系統(tǒng),去除雜質(zhì),延長(zhǎng)藥液使用壽命。生產(chǎn)調(diào)度采用MES系統(tǒng)(制造執(zhí)行系統(tǒng)),實(shí)現(xiàn)訂單管理、生產(chǎn)排程、質(zhì)量追溯等功能,可實(shí)時(shí)查看各工序生產(chǎn)進(jìn)度,合理調(diào)配資源。此外,系統(tǒng)配備遠(yuǎn)程監(jiān)控功能,管理人員可通過手機(jī)APP查看生產(chǎn)數(shù)據(jù),實(shí)現(xiàn)遠(yuǎn)程運(yùn)維,進(jìn)一步提升管理

行業(yè)標(biāo)準(zhǔn)與合規(guī)要求
發(fā)黑處理需遵循多項(xiàng)標(biāo)準(zhǔn):GB/T 12600-2005規(guī)定膜層附著力檢測(cè)方法;GB/T 10125-2021明確鹽霧試驗(yàn)要求;JB/T 6978-2007規(guī)范工藝參數(shù)。環(huán)保方面需符合GB 18918廢水排放標(biāo)準(zhǔn)、GB 16297廢氣排放標(biāo)準(zhǔn)。食品級(jí)產(chǎn)品需滿足GB 4806.9-2016,電子產(chǎn)品需符合RoHS 2.0指令。企業(yè)需建立合規(guī)體系,定期檢測(cè)產(chǎn)品性能和環(huán)保指標(biāo),保存檢測(cè)報(bào)告至少2年。出口產(chǎn)品還需符合目標(biāo)國標(biāo)準(zhǔn)(如歐盟REACH法規(guī))。
發(fā)黑與激光打黑的對(duì)比
發(fā)黑與激光打黑技術(shù)差異顯著:發(fā)黑是化學(xué)氧化,膜層立于基體,厚度0.5-2μm,顏色單一,成本低;激光打黑是激光微熔氧化,改性層與基體冶金結(jié)合,厚度0.1-0.5μm,可定制圖案和黑度,成本高。性能上,發(fā)黑膜附著力中等,激光打黑層彎曲無脫落;外觀上,發(fā)黑多為啞光,激光打黑可實(shí)現(xiàn)漸變黑。應(yīng)用場(chǎng)景:發(fā)黑用于批量零件防銹,激光打黑用于精密標(biāo)識(shí)(如醫(yī)療器械編號(hào)、手機(jī)按鍵)。