Hi,歡迎來到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
東莞市欣宇超聲波機(jī)械有限公司為您提供大量關(guān)于北京振動(dòng)摩擦機(jī)模具,微型振動(dòng)摩擦機(jī)模具,等方面的信息和資料。
適用于幾乎所有的熱可塑性塑料焊接,往復(fù)運(yùn)動(dòng)方向上具有允許的無約束運(yùn)動(dòng)焊縫的制件,中型或大型制件。
振動(dòng)焊接的材料因素與超聲焊接類似:無定形材料比半結(jié)晶聚合物更適合采用振動(dòng)焊接的類似。
環(huán)形振動(dòng)焊接可連接焊區(qū)尺寸與焊區(qū)到旋轉(zhuǎn)軸的距離近似相等的制件。
線性振動(dòng)焊接用在允許一個(gè)方向上線性振動(dòng)的成套制件上。
接頭當(dāng)被連接的整個(gè)表面是平的或稍向平面外彎曲時(shí),對(duì)制件來說振動(dòng)焊接工藝是理想的。 軌跡式摩擦熔接,能有效控制相對(duì)加工物在緊密的模具內(nèi)作圓形軌跡的焊接加工,相較于線性摩擦原理,在圓形加工物上無法充分焊接圓周任一角落。
軌跡式摩擦熔接,能有效控制相對(duì)加工物在緊密的模具內(nèi)作圓形軌跡的焊接加工,相較于線性摩擦原理,在圓形加工物上無法充分焊接圓周任一角落。
高剛性機(jī)身結(jié)構(gòu)與整體封裝的外罩,配合吸音隔離噪音組裝,能有效抑制加工時(shí)的抖動(dòng)與高噪音分貝。
精密線性滑軌的加工模具,使得加工成品上下錯(cuò)模減少,達(dá)到驗(yàn)收值。
不須位的加工模具,省去模具質(zhì)量與配重的技術(shù)門坎。
針對(duì)如PP、尼龍、塑鋼等添加玻纖材質(zhì)能有效焊接。線性摩擦機(jī)模具,支持定制。 設(shè)備特點(diǎn)
設(shè)備特點(diǎn)
使用高頻率,
摩擦效果好
自動(dòng)保持振幅恒定
可控制輸出功率
焊接模式設(shè)定:深度、時(shí)間
自動(dòng)諧振功能
多階段熔接
易于操作的觸控顯屏
多種語言界面
儲(chǔ)存操作條件
替換治具方便
裝有隔音裝置 振動(dòng)摩擦焊接機(jī)是通過在施加壓力的狀態(tài)下將線性振動(dòng)能傳遞到熱塑性塑膠產(chǎn)品的上下接觸面,使之產(chǎn)生位移摩擦,所產(chǎn)生的摩擦熱將產(chǎn)品完整的焊接在一起。
振動(dòng)摩擦焊接機(jī)是通過在施加壓力的狀態(tài)下將線性振動(dòng)能傳遞到熱塑性塑膠產(chǎn)品的上下接觸面,使之產(chǎn)生位移摩擦,所產(chǎn)生的摩擦熱將產(chǎn)品完整的焊接在一起。
焊接過程分 4 個(gè)階段
初期摩擦階段
不穩(wěn)定熔融階段
穩(wěn)定熔融階段。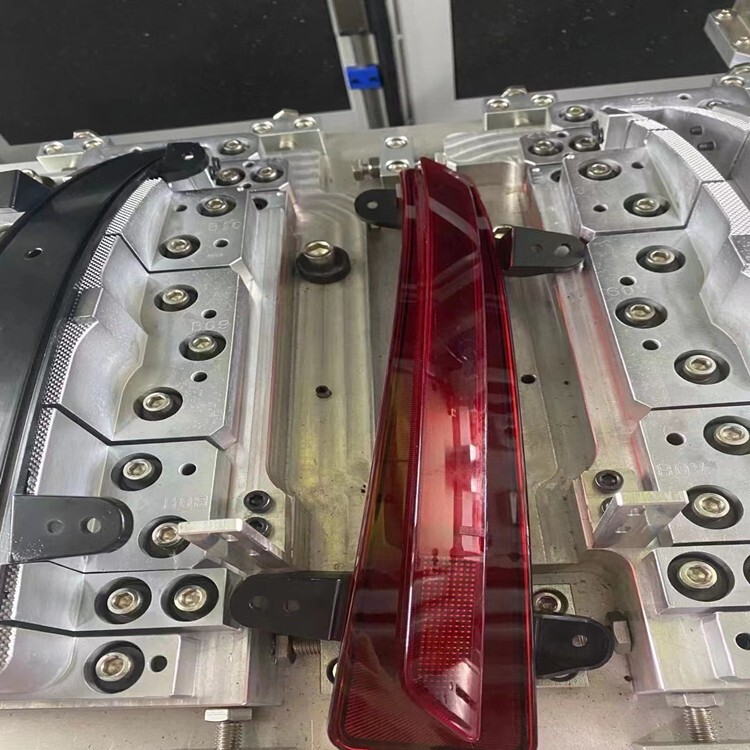 治具安裝
治具安裝
打開隔音門,升降臺(tái)面降至治具替換位置,把治具放在工作臺(tái)面上. 把下治具對(duì)準(zhǔn)活動(dòng)平臺(tái)安裝孔
初次使用的治具的話,松開下治具調(diào)整螺絲.
在手動(dòng)操作畫面,按治具替換,在按臺(tái)面上升,使臺(tái)面上升之與位置決定孔.
固定上治具時(shí),請(qǐng)先稍稍用力手工擰入上治具固定螺絲,同時(shí)檢查螺絲是否容易旋進(jìn)。如不是,把治具稍微調(diào)整治具位置直至容易旋入螺絲為止.線性摩擦機(jī)模具,材料精密,使用便捷。 安裝治具時(shí),注意事項(xiàng)
安裝治具時(shí),注意事項(xiàng)
上治具
擰緊全固定螺絲
使用扭力扳手.
規(guī)定轉(zhuǎn)力(Torque) : 100Nm.
上治具螺絲擰緊完,螺紋連接部長(zhǎng)度要大概20 ~ 24mm,盡量使用合適的螺絲。
下治具
擰緊全固定螺絲
使用扭力扳手
振動(dòng)板螺絲孔的固定螺絲連接部完成時(shí),用螺旋鉗的話,可能會(huì)斷上治具固定螺絲。
上治具固定時(shí),請(qǐng)注意拉力(Torque)
固定螺絲破損現(xiàn)象
不會(huì)調(diào)整頻率
焊接時(shí),頻率不正常
焊接品質(zhì)不好
發(fā)生噪音
治具替換后,作自動(dòng)諧振
使用治具時(shí),注意事項(xiàng)
治具重心安裝工作臺(tái)面的中心
不使用欣宇超聲波制作的治具時(shí),請(qǐng)先聯(lián)絡(luò)欣宇超聲波確認(rèn)設(shè)定條件
轉(zhuǎn)向燈震動(dòng)摩擦焊機(jī)汽車配件熔接機(jī)塑料焊接設(shè)備
¥300000

線性振動(dòng)摩擦焊接機(jī)汽車手套箱摩擦焊接機(jī)散熱器摩擦設(shè)備
¥270000

熱板塑料焊接機(jī)高頻加熱熔接機(jī)進(jìn)氣管熱熔焊接設(shè)備熱板機(jī)
¥100000

塑料音波振落機(jī)超聲波切水口機(jī)器超聲波熔接機(jī)塑膠焊接機(jī)
¥100000

汽車通風(fēng)座椅焊接模具塑料摩擦焊接治具汽車尾燈摩擦模
¥100000
高剎燈震動(dòng)摩擦焊機(jī)汽車手套箱摩擦焊接機(jī)塑料摩擦焊
¥300000