Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
選擇鋁型材散熱器,好選擇高壓鑄鋁模塊組合散熱器。這個(gè)散熱器是一個(gè)整體壓鑄成型,所以沒(méi)有焊接滲水問(wèn)題。此外,其大的優(yōu)點(diǎn)是產(chǎn)品不受社區(qū)供暖系統(tǒng)的限制,即使在開(kāi)放式鍋爐系統(tǒng)中也可以避免氧氣腐蝕因?yàn)槟K組合設(shè)計(jì)的選擇,一旦室內(nèi)溫度不夠,也可以在第二年安裝.為了滿足自己的需求,兩片不需要像鋼散熱器一樣更換整組暖氣。
由于鋁型材散熱器的水質(zhì)要求與鋼不同,應(yīng)避免鋁散熱器與其他材料的混合和安裝
不同工藝的型材散熱器是為了滿足不同的工業(yè)生產(chǎn)需求,因此各有優(yōu)缺點(diǎn)。以下主要闡述了四種常見(jiàn)型材散熱器的代表性工藝特點(diǎn)。
1.擠壓鋁型材:翅片和基板是一體的。不會(huì)拼湊,散熱器內(nèi)部導(dǎo)熱均勻.導(dǎo)熱系數(shù)高。缺點(diǎn)是受加工工藝的限制,散熱器尺寸和翅片之間的距離受到限制.薄厚.高片受限。
2.半擠壓鋁型材.半插件式:由于擠壓鋁型材的工藝有限,薄片間距不能太窄。兩片之間的插件方法中插入一片鋁片,并用壓力機(jī)夾緊固定。由于大約一半的翅片是插入的,而且鋁片與底板不集成,因此傳熱系數(shù)不如一個(gè)。熱阻略大于純擠壓鋁型材。
翅片拼湊:先制作翅片,然后將翅片的根部折疊在一起,壓力加工后卡緊,片段緊密咬合成一個(gè)整體。這個(gè)過(guò)程可以隨意制成總寬度.高翅片散熱器。問(wèn)題是片與片之間是分體的,導(dǎo)熱阻大。導(dǎo)熱性大大降低。
插入式類型:由底板和多個(gè)翅片組成。在底板的一側(cè)銑削插槽,將翅片的一端插入插槽中,并將其卡緊。這種散熱器只有少數(shù)鋁板的頂部插入底板。當(dāng)接觸導(dǎo)熱面積有,熱阻會(huì)稍大。熱阻參數(shù)的一致性也很差。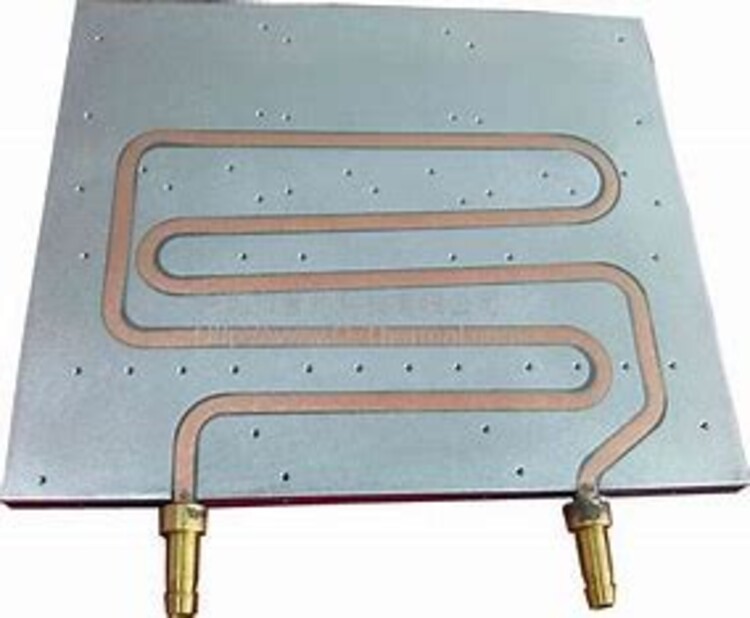
提升冷板的散熱性能主要依靠:
1)改善流場(chǎng)。使流體在流道內(nèi)有足夠長(zhǎng)的回路(要考慮符合的壓降,以免影響流量),流道內(nèi)的液體吸熱均勻,通常采用的方法有:Pin fin組,扭旋片,wave channel等。
2)增加吸熱面積。流體接觸冷板吸熱端的面積足夠,吸熱效果才能更好。增加面積的方法有:skiving, CNC銑槽,crimp fin,鋁擠壓fin片等。
3)冷板吸熱面平面度、粗糙度及厚度。由于工業(yè)冷板的功耗通常都比較大,以千瓦級(jí)計(jì),所以冷板的平面度、粗糙度及厚度都對(duì)冷板的熱阻有很大的影響。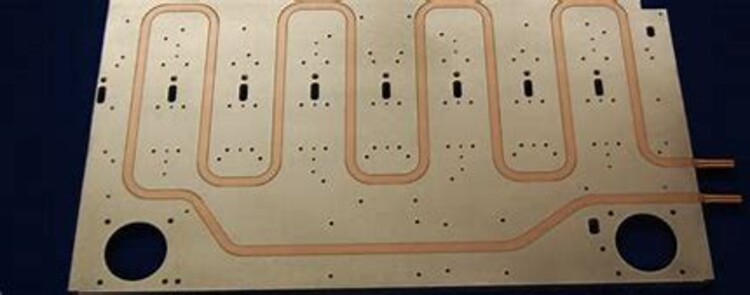
水冷板的焊接方式有:氮?dú)獗Wo(hù)釬焊,真空釬焊,氬弧焊,攪拌摩擦焊等。焊接方式的選用與材質(zhì)和產(chǎn)品的厚度有關(guān),氮?dú)獗Wo(hù)釬焊和真空釬焊通常適用于產(chǎn)品壁薄,質(zhì)量小的產(chǎn)品如熱交換器,雷達(dá)天線等,焊接母材通常選用AL3003,AL4004,AL4045,AL4043等;氬弧焊接由于起弧溫度高,加上有氬氣保護(hù),可以焊接任意形式鋁材,但是由于氬焊溫度高,焊接的母材需比較厚,焊接時(shí)容易產(chǎn)生局部變形,焊縫需要后加工處理,加工面有砂眼,裂紋等缺陷。氬焊通常采用手工操作,具有不穩(wěn)定性。攪拌摩擦焊接特別適用于鋁合金的焊接,具有缺陷率低、綠色環(huán)保的技術(shù)特點(diǎn),是厚壁較大型的冷板制作的焊接工藝。以上無(wú)論何種焊接方式,焊縫周?chē)夹枰⒁獠牧蠠o(wú)雜質(zhì),否則影響焊接產(chǎn)生缺陷。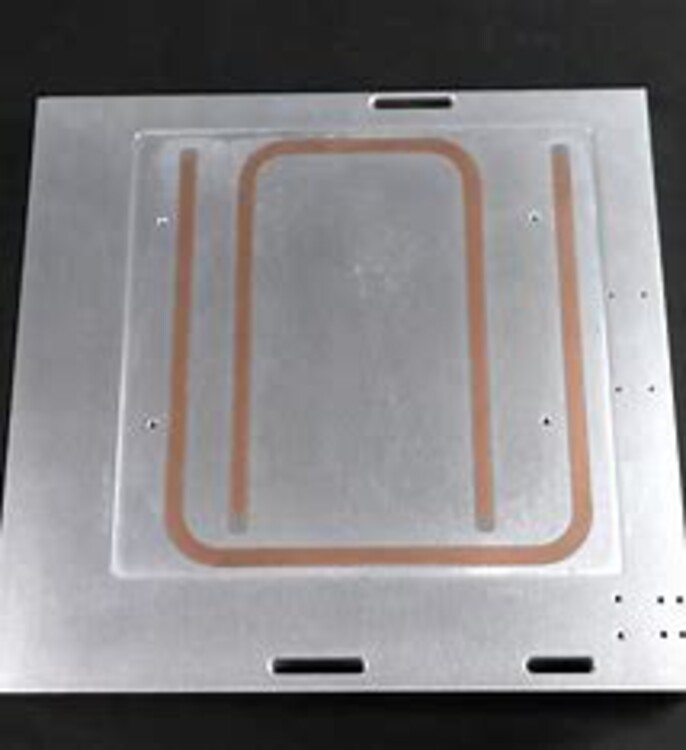
冷板因?yàn)橐贾昧鞯溃酝ǔ2捎蒙舷掳鍓K結(jié)合的方式,基體采用CNC機(jī)械加工流道或者大批量制造的壓鑄基體及鑄造與埋管的結(jié)合工藝,另外也可以輔助其他的如深孔加工的方式;蓋板采用CNC機(jī)械加工或者其他諸如沖壓、水切割等方式制作。基體與蓋板采用焊接的方式加以連接,形成一體化的水冷板。焊接面和管道結(jié)合孔盡量避開(kāi)吸熱面;管道接頭依客戶要求,需要考量螺紋連接方式,規(guī)格,強(qiáng)度等。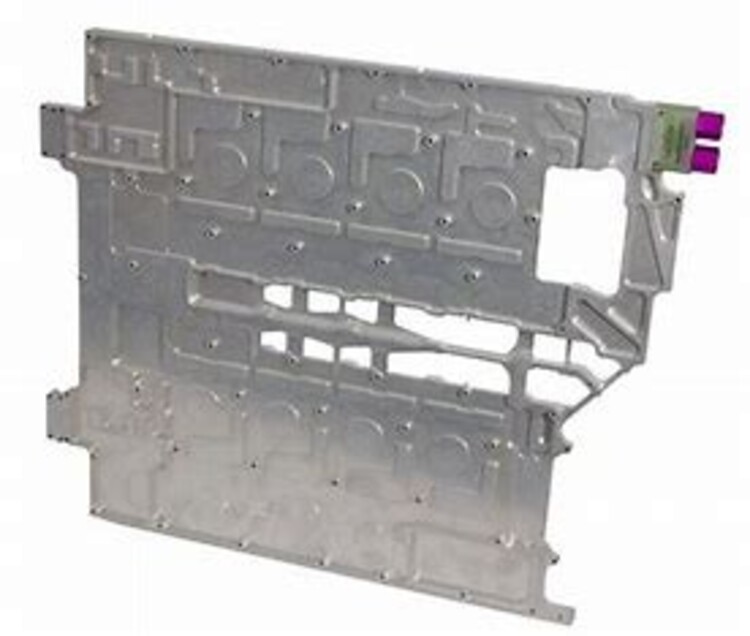
焊接設(shè)計(jì)要注意:
?采用氬弧焊接需要開(kāi)適合焊接的斜坡口;
?釬焊、攪拌摩擦焊需要嚴(yán)格控制焊縫的間隙,間隙在0.05~0.10mm之間;
?無(wú)論何種焊接方式對(duì)焊料的選擇都焊料與母材的材質(zhì)相近,否則因產(chǎn)品處于鹽溶液當(dāng)中產(chǎn)生原電池反應(yīng)腐蝕焊縫。
?對(duì)于焊接會(huì)產(chǎn)生變形,焊接前產(chǎn)品需對(duì)厚度留有余量,以免后加工使產(chǎn)品尺寸無(wú)法
水冷板的強(qiáng)度。采用深孔加工,或者盡量小面積焊接是提高強(qiáng)度的方法;可以分多處小塊焊接,盡量避免大面積蓋板焊接
水冷板的承壓和泄漏測(cè)試
依照客戶規(guī)格對(duì)產(chǎn)品性能進(jìn)行測(cè)試
承壓和泄露測(cè)試。水冷板通常要求產(chǎn)品測(cè)試壓力為正常使用壓力的2~3倍,保壓時(shí)間一般在15~120min之間。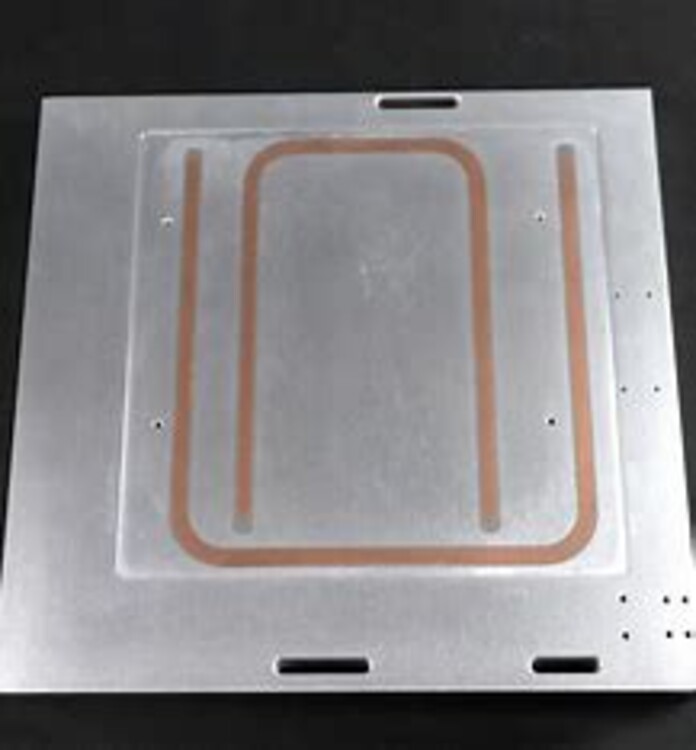
推動(dòng)水冷板不斷迭代和發(fā)展的一個(gè)重要因素是:提高導(dǎo)熱效率。
提高導(dǎo)熱效率通常有以下幾種方案:
(1)提高冷板與電芯的接觸面積;
(2)提高冷板與電芯之間界面的導(dǎo)熱率;
(3)提高冷板自身(材料)的導(dǎo)熱性能;
(4)調(diào)整流道設(shè)計(jì),提高流體自身的換熱效果;
(5)不同冷板布置方案。