閆工文化
愿景:成為對社會、對個人更有價值、更有意義的機械行業培訓機構。
使命:為中國的機械行業培養更多的工匠人才。
核心價值觀:責任共同、利益共同、命運共同。
行為準則:傳道、授業、解惑。
教學目標:走出閆工課堂,從容走進工廠。
按加工部位相對于對刀點的距離大小而言,在一般情況下,離對刀點近的部位先加工,離對刀點遠的部位后加工,以便縮短刀具移動距離,減少空行程時間。對于車削而言,先近后遠還有利于保持胚件或半成品的剛性,改善其切削條件。
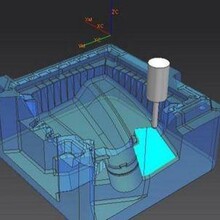
對于既有銑平面又有鏜孔的零件的加工中,可按先銑平面后鏜孔順序進行。因為銑平面時切削力較大,零件易發生變形,先銑面后鏜孔,使其有一段時間恢復,待其恢復變形后再鏜孔,有利于孔的加工精度,其次,若先鏜孔后銑平面,孔口就會產生毛刺、飛邊,影響孔的裝配。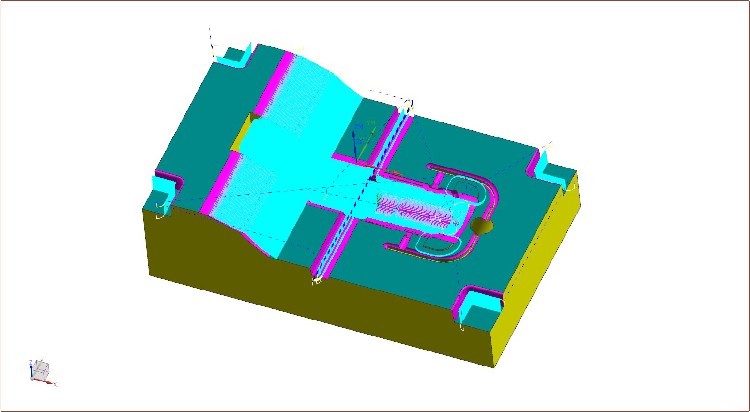
在銑削加工帶平肋板或直壁時,使用圓弧銑刀效果好。4-6 刃的圓弧銑刀尤其適合對帶直壁或非常開闊的部位進行仿形銑削。銑刀的刃數越多,可采用的進給率越大。不過,加工編程人員仍需盡可能減少刀具與工件的表面接觸,想學習UG編程可以加鑫佑數控模具培訓學院 領取學習資料和課程,并采用較小的徑向切寬。在剛性較差的機床上加工時,采用直徑較小的銑刀比較有利,小直徑銑刀可減少與工件的表面接觸。