氫脆現象氫脆是通常表現為應力作用下的延遲斷裂現象。曾經出現過汽車彈簧、墊圈、螺釘、片簧等鍍鋅件,在裝配之后數小時內陸續發生斷裂,斷裂比例達409%~ 509%。某產品鍍鎘件在使用過程中曾出現過批量裂紋斷裂。另外,有一些氫脆并不 表現為延遲斷裂現象例如:電鍍掛具(鋼絲,銅絲)經多次電鍍和酸洗退鍍導致滲氫較嚴重,本來軔性不錯的這些材料,在使用中經常出現輕輕一折便發生脆斷的現象:潛槍精鍛用的芯棒,經多次鍍鉻之后墮地斷裂有些內應力大的容火零件在酸洗過程是便產生裂紋。這些零件滲氨嚴重無需外加應力就產生裂紋,甚至直接導致斷裂,再也無法用去氫來恢復原有的韌性。
電鍍時五金零件、鋼鐵材料如果吸收了氫,會發生一種氫脆的現象。鈦合金尤其容易吸收氫。工業上有利用氫脆后,金屬會喪失韌性的特點來粉碎金屬制取細微的金屬粉末。很明顯,作為一般的應用是非常不希望發生氫脆的。氫脆后不但喪失韌性,硬度也明顯增高,所以加工之前要進行去氫處理。去氫很簡單,加熱之后,滲透到金屬內部的氫就跑出來了。
結構簡介
本爐由型鋼及鋼板焊接而成、爐體內為工作室,爐體外殼與工作室之間有相當厚度的保溫層,保溫以保溫棉作節能保溫材料,使箱體外殼導熱系數減少。加熱元件為不銹鋼電加熱管。
工作室左右側裝有加熱器及風道,內部裝有風向板,使爐膛溫度均勻。工作室頂部有兩臺鼓風機,由鼓風機將爐內空氣通過風道進行機械平流,使工作室溫度均勻。
烘箱的頂部裝有排氣孔,開啟排氣閥門可使工作室內的空氣得到變換,從而獲得新鮮空氣,排除廢氣。在爐體后面并設有防爆門裝置,以免加熱時溫度失控而導致烘箱爆炸。
根據工件的使用要求提出除方法如鍍硬鉻,在鍍硬銘時由于電流效率過低,只有13%~18%,大部分電流消耗在氫的析出上,氫頗易擴散到鍍層和基體金屬的罪格中,滲氫較為嚴重,從而起疲勞強度的降低,影響動、靜負載強度,故在設計中應提出鍍銘后除氫處理的要求(除氫是在200-220C下熱處理2-3。經除氫處理之后可驅除滲入鍍層和基體中60%~70%的氫,從而大大減輕了脆性而不會降低其硬度。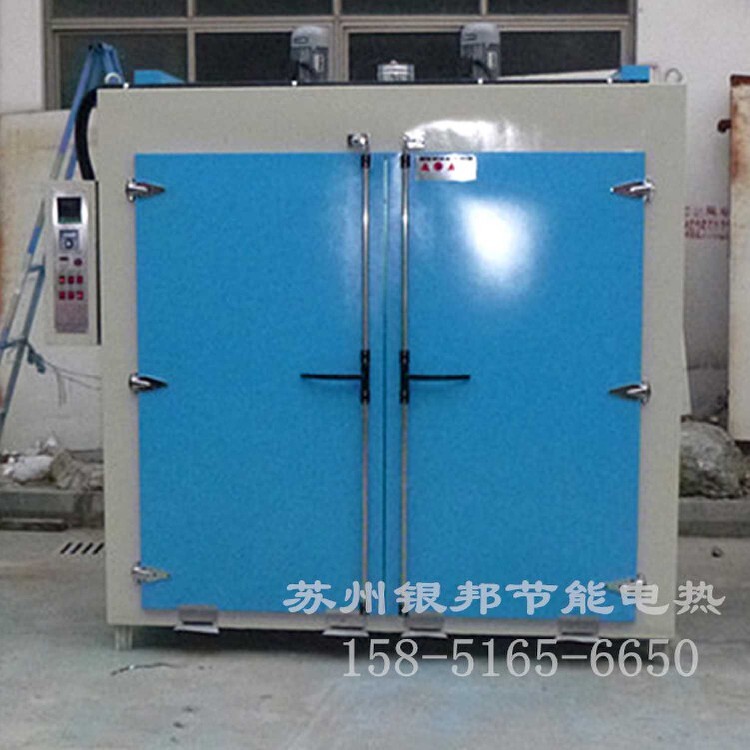
除氫爐外殼采用冷軋鋼板制作,表面烤漆,工作室采用不銹鋼板制作。外殼與工作室之間填充硅酸鋁纖維。加熱器安置在兩側風道內。溫度控制儀表為數顯智能表,PID調節,配置時間控制器并與報警裝置相連接。使烘箱的操作簡便、安全和有效。主要用于各類五金件、緊固件彈簧螺絲、汽車零部件等電鍍件產品的加熱去氫脆,如螺絲電鍍件、彈簧電鍍件、管件接口等產品的除氫干燥使用。
五金件鋼鐵零件鍍鋅過程中,除鋅的電沉積外,往往伴隨有氫離子還原析氫的副反應。氫還原一部分變成氣體逸出,還有一部分以氫的原子形態滲入到鍍層和基體金屬晶格的點陣中去,造成晶格歪扭,零件內應力增加,鍍層和基體變脆,人們稱之為氫脆。氫脆對材料的力學性能危害很大,如不除去,會影響零件的壽命,甚至造成機器的破壞事故。因此某些鋼材或用于特殊條件下的零件,進行除氫處理,例如飛機上使用的鍍鋅件都要經過除氫處理。彈性零件和高強度鋼上鍍鋅也需要進行除氫。












