翅片拼湊:先制作翅片,然后將翅片的根部折疊在一起,壓力加工后卡緊,片段緊密咬合成一個整體。這個過程可以隨意制成總寬度.高翅片散熱器。問題是片與片之間是分體的,導熱阻大。導熱性大大降低。
插入式類型:由底板和多個翅片組成。在底板的一側銑削插槽,將翅片的一端插入插槽中,并將其卡緊。這種散熱器只有少數鋁板的頂部插入底板。當接觸導熱面積有,熱阻會稍大。熱阻參數的一致性也很差。
水冷板的焊接方式有:氮氣保護釬焊,真空釬焊,氬弧焊,攪拌摩擦焊等。焊接方式的選用與材質和產品的厚度有關,氮氣保護釬焊和真空釬焊通常適用于產品壁薄,質量小的產品如熱交換器,雷達天線等,焊接母材通常選用AL3003,AL4004,AL4045,AL4043等;氬弧焊接由于起弧溫度高,加上有氬氣保護,可以焊接任意形式鋁材,但是由于氬焊溫度高,焊接的母材需比較厚,焊接時容易產生局部變形,焊縫需要后加工處理,加工面有砂眼,裂紋等缺陷。氬焊通常采用手工操作,具有不穩定性。攪拌摩擦焊接特別適用于鋁合金的焊接,具有缺陷率低、綠色環保的技術特點,是厚壁較大型的冷板制作的焊接工藝。以上無論何種焊接方式,焊縫周圍都需要注意材料無雜質,否則影響焊接產生缺陷。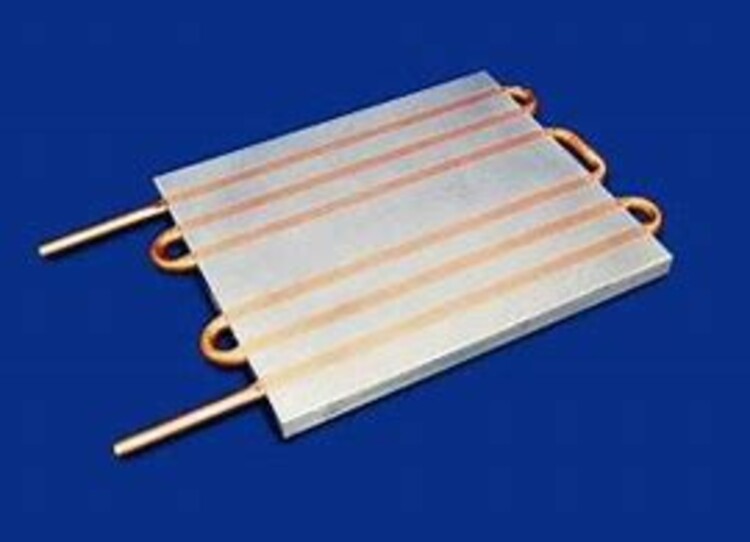
干燥的空氣通入產品,保壓2小時,產品放入水中或者焊縫涂上肥皂液觀察產品是否泄露。鑒于氣體的可壓縮性,氣體測試通常比較危險,產品若承受不了氣體的高壓,壓縮氣體瞬間釋放能量會產生爆炸,該方法在實際操作中較少使用
蒸餾水或者純凈水通入產品,保壓2小時,產品置空氣中觀察是否滲水或冒水。許多細小的泄露通常會冒極小的水珠,觀察上時好用放大鏡在燈光下觀察。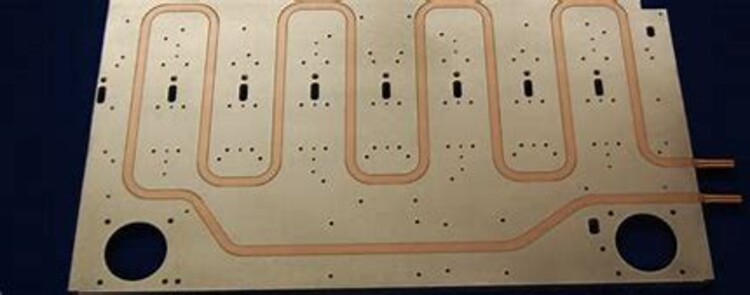
在產品首批測試的時候,由于無法知道產品確切的能抗多少壓力,所以測試的時候不可一次性將產品內通入大的壓力,可以逐步從低壓(20%,50%測試壓力)往產品內通入介質,保壓3~5分鐘,觀察產品是否變形、泄露,后增加至測試壓力,觀察是否泄露變形,產品在無法抵抗壓力爆裂前都會變形,可以通過量塊檢查平面度來檢測。
一般說來,水冷板為無風機設計,輔以動態、、智能化的冷卻技術可以有效降低制冷能耗的成本,實現、準確的熱量交換,其缺點是存在意外漏水的弊端,因此,對水冷板的加工制作工藝提出了很高的要求。
是一些大功率器件,如SVG、變頻器、逆變器、IGBT等等,這些器件都可以使用水冷板散熱器進行散熱,而且散熱效果非常好。