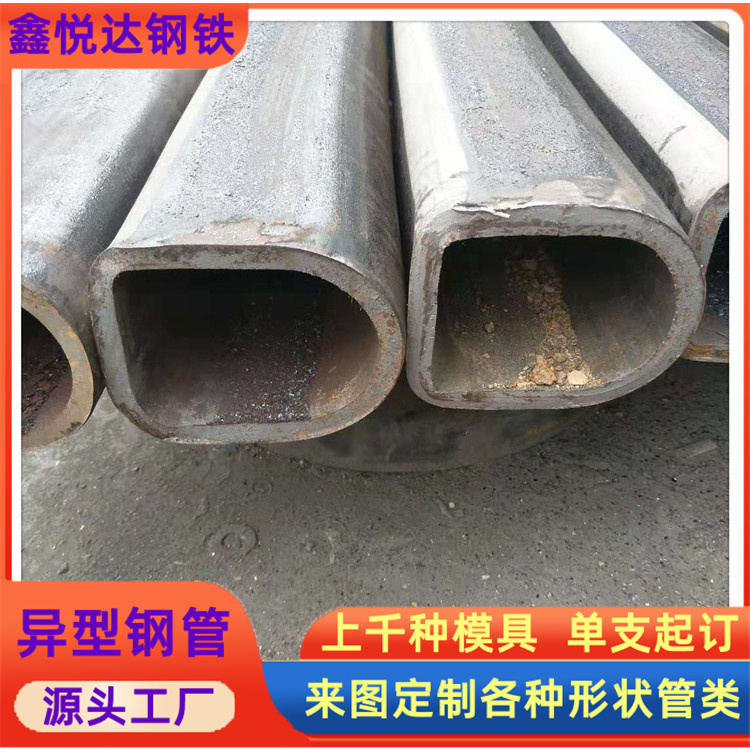
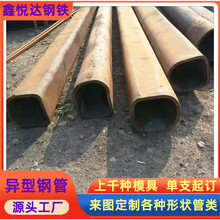
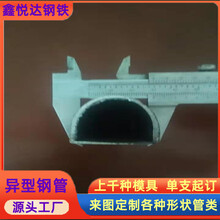
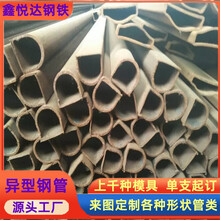
道路護欄扶手用40×60鍍鋅馬蹄管 D形管 工地建筑
山東鑫悅達鋼鐵有限公司一家從事異型鋼管生產銷售一體化企業,公司坐落于山東聊城匯通物流園。
異型鋼管生產加工原理:
依照要求對異型鋼管開展電焊焊接正中間查驗的焊接,無損檢測技術應在外形查驗達標后開展,方射線拍照及超聲波檢測應在表層無損檢測技術后開展,經檢測的焊接在鑒定達標后才可再次開展電焊焊接。精密異型鋼管的管路上被補強圈或橡膠支座墊塊遮蓋的對接焊縫,應開展射線檢測,達標后材可再遮蓋。 異型鋼管焊接外形基礎規定:精密異型鋼管無損檢測技術前,焊接外形查驗應符合規定。對精密異型鋼管焊接外形和對接焊縫工藝性能的一般規定如下:
1.不允許有裂紋,未焊接、出氣孔、焊瘤、濺出存有;
2.精密異型鋼管設計方案的溫度小于-29度的管路,不銹鋼板和淬硬趨向很大的精密異型鋼管表層,不可有錯口狀況。別的材料管路焊接錯口深層應超過0.5mm,持續錯口長短應不超過100毫米,且焊接兩邊錯口全長不超該焊接總長的10%。
3.精密異型鋼管的焊接表層不可小于管路表面,焊接錯邊量,且不超過3mm,為對接縫校核后焊縫的很大總款。復驗結果不過關(包含初驗結果顯微鏡結構不過關,不允許復驗的新項目)的精密異型鋼管,供即可逐根遞交工程驗收,或再次開展熱處理工藝(再次熱處理工藝頻次不超出二次),以新的一批明確提出工程驗收。
4.對接焊縫錯邊應不超博后的10%,且不超2mm。 異型鋼管的平時原理主要是根據紗布上的小石子造成工作壓力,在轉速比之中開展的表層研磨,根據紗布的左右挪動對產品工件的左右表層往返切削,做到一定實際效果,自然在研磨全過程時要持續的加潤滑脂,開展制冷,以防危害產品工件表層生產加工品質。那樣的產品僅僅初加工的產品工件,要想緊密度的商品還需開展深度加工解決。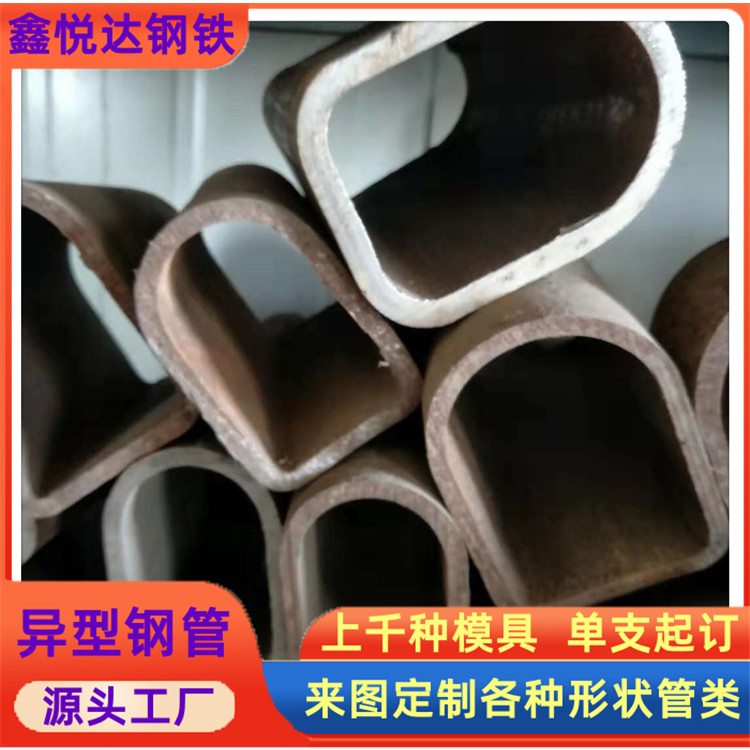
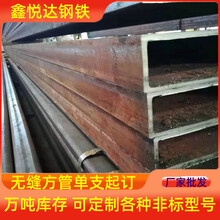
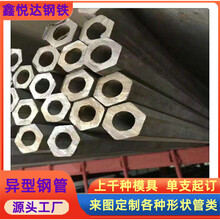
公司生產加工各種冷擠壓、冷拔異型鋼管。產品有各種規格方矩管、橢圓管、凹槽管、扇形管、D形管、三角管、元寶管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖氣管、扶手管、護欄管、花鍵管、齒輪管、花生管、裝修管等各種多邊形異型截面管,同時可以根據客戶圖紙要求加工定做各種類型異型鋼管。
(三)激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,方管,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制高頻感應圈焊接溫度的目的。對于低碳鋼異型管,焊接溫度控制在1250-1460℃,矩形方管,可滿足管壁厚3-5mm焊透要求;(四)阻抗器是一個或一組焊管磁棒,阻抗器的截面積通常應不小于異型管內徑截面積的70%,其作用是使高頻感應圈、管坯焊縫邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在管坯焊縫邊緣附近,使管坯邊緣加熱到焊接溫度;
產品執行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,EN10210等標準。產品廣泛用于建筑工程、農業機械、體育器材、汽車制造、鋼結構、軍工、機床、礦山、橋梁護欄、幕墻裝飾、家具、石化石油機械、紡織印染機械、工程機械、電力工程、造船、玻璃機械、塑料機械、及其他各種機械等眾多行業。
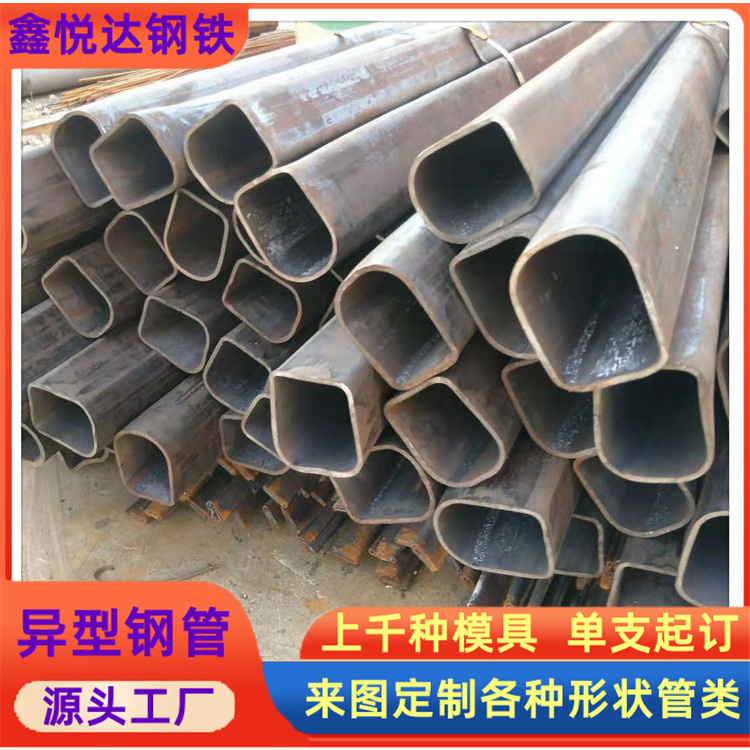
道路護欄扶手用40×60鍍鋅馬蹄管 D形管 工地建筑