晶圓中200mm 階段,采用晶圓輸送機代替人手操作,排除人為帶入的環境污染。隨著IC 制造工藝的發展和對環境潔凈度要求的提高,國外機器人研究機構在上世紀 80 年代開展了晶圓自動傳輸系統各部分的關鍵技術研究,研制出直接驅動電機、位移傳感器等關鍵部件。
晶圓升降機構需要完成升降運動,采用直線電機驅動。直線電機是一種將電能直接轉換成直線運動,而不需要通過任何中間轉換機構的新穎電機。其代表是音圈電機,音圈的繞制方向與磁場方向垂直,具有喇叭狀的輻射磁場,音圈通電后在磁場中會產生力,力的大小與施加在線圈上的電流成比例。電機運動形式可以為直線或者圓弧,主要用在精密儀器上。
晶圓上表面有定位用的標識,晶圓在預對準階段確定好了與傳輸機械手的相對位置,經過升降機構到達工件臺吸盤上,為了檢測標識位需要其與吸盤相對位置是固定的。因此要求升降機構在圓周方向上不存在轉動。同時光柵傳感器安裝要求光柵尺與讀數頭相對位置在+0.1mm。防轉裝置能機構運動圓周方向相對位置,晶圓傳輸的精度。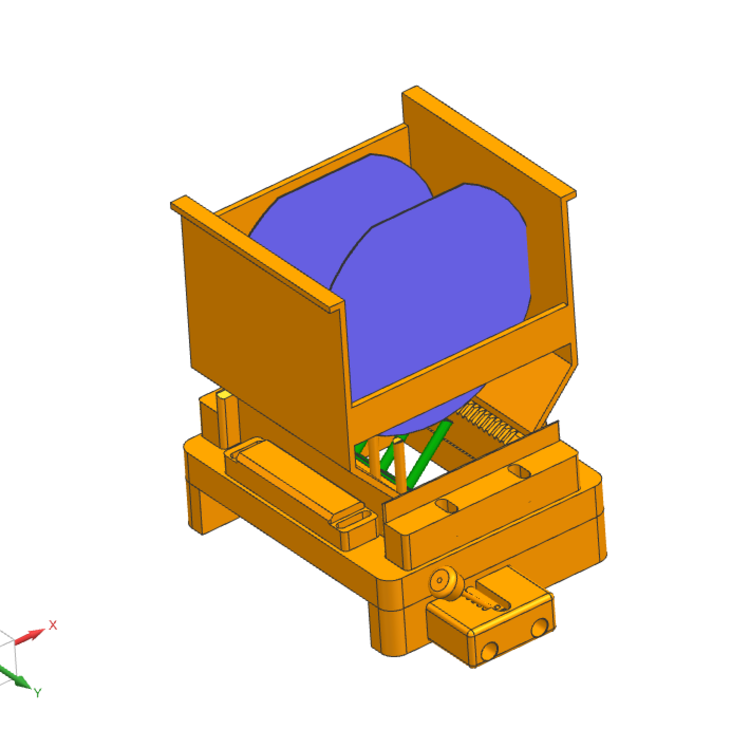
目前,半導體制程設備中,常常需要用電機通過傳動帶帶動滾珠絲桿,來控制晶圓的升降。而傳動帶通過摩擦來傳遞動力,因此傳動帶要調整張緊力以獲得合適的摩擦力。通過調整傳動帶的張緊度可以調整傳動帶和齒輪之間的摩擦力,傳動帶的張緊度可通過調節電機位置進行調整。另外傳動帶過緊會使傳動帶磨損嚴重,過松則易產生打滑現象,使傳動帶嚴重磨損甚至燒壞。
晶圓生產過程中,需要采用多種工藝進行處理。處理工藝多是在設備內進行。如潤濕處理,需在潤濕槽內進行。電鍍需要在電鍍槽內進行。而現有技術中,將濕晶圓放入或取出處理裝置的一系列工序都需人工操作,一方面會降低生產效率,提高生產成本,另一方面也會因人工操作不當導致晶圓的損壞,降低生產合格率。同時,人工操作所需空間大,空間利用率低。人工操作的另一個弊端是勞動強度大,效率低,無法滿足大規模生產的需要。人工操作還會導致工人接觸電鍍液或潤濕液而危害工人身體健康。
自動化的下一個水平是加載和卸載品圓。業界己經將晶圓片匣確立為主要的晶圓承載體和傳輸體。片匣通過多種機械原理被放置在機器、升降機和/或晶圓抽取器上,或機械手將晶圓輸送到特定的工藝室、旋轉卡盤。在某些工藝中,如一些工藝反應管,整個片匣都放在工藝反應室中。這一水平的自動化稱為“單按鈕”操作c通過一個按鈕,操作員激活加載系統,晶圓被加工然后再回到片匣中。在工藝周期的后,機器發出警報聲或點亮指示燈,操作員再將片匣移走。