Hi,歡迎來到黃頁88網(wǎng)!
C型鋼的外框形式在進行加工的過程中主要是用在高層鋼結(jié)構(gòu)中,在進行操作時為了提高其穩(wěn)固性,在操作時通常會采用其鋼混凝土組合結(jié)構(gòu),其C型鋼承重力要以直接的線路傳遞到結(jié)構(gòu)中,不同為了追求經(jīng)濟而選擇筒為了加外框的形式。為了其C型鋼在鋼結(jié)構(gòu)的運用,其鋼材的切斷要盡可能的在剪切機上或鋸床上進行,特別是對于薄壁型鋼屋架,這樣才能確保精切的下料。這種方式不僅可以提高工作效率,還能有質(zhì)量的保障。C型鋼截面性能優(yōu)良,強度高。
選擇合適的地點和倉庫
(1)c型鋼場所或倉庫應(yīng)保持清潔,排水暢通,遠離產(chǎn)生有害氣體或粉塵的廠礦。現(xiàn)場應(yīng)清理雜草和所有雜物,并保持c型鋼清潔。
(2)倉庫內(nèi)不得堆放酸、堿、鹽、水泥等腐蝕性物質(zhì)。不同品種的c型鋼應(yīng)分開堆放,防止混淆和接觸腐蝕。
(3)大型鋼材、鋼軌、厚鋼板、大直徑鋼管、鍛件可露天堆放。
(4)中小型鋼材、線材、鋼材、中直徑鋼管、鋼絲繩等可以儲存在通風良好的預(yù)期期限內(nèi)。
(5)一些腐蝕性小尺寸c型鋼,薄鋼板,鋼帶,硅鋼片,小直徑或薄壁鋼管,各種冷軋、冷拉c型鋼,金屬制品可儲存。
(6)倉庫應(yīng)根據(jù)地理條件選擇,一般采用封閉式倉庫,即屋頂、墻壁、門窗嚴密并裝有通風裝置的倉庫。
(7)倉庫應(yīng)在晴天通風,雨天密封防潮,并始終保持適宜的儲存環(huán)境。
在異型模板使用一段時間后難免會出現(xiàn)磨損,為施工質(zhì)量,我們在異型鋼運用中的一些注意事項。,在異型鋼模板上刷一層模板漆,這樣不僅可以增加模板的耐磨性能,還增加它的耐堿性,延長使用壽命,有效地節(jié)約了資源。其次,異型鋼模板堆放要平整,防止造成坑洼。另外,在遇到下雨或是下雪等惡劣天氣時,要對異型模板做好防潮措施,這樣可以延長模板的使用壽命。
C型鋼機械設(shè)備安裝整體吊裝方法:整體吊裝法,是指將網(wǎng)架放在地上后用提升設(shè)備將網(wǎng)架提升到位的施工方法。整個框架的焊接和拼接均在地面上進行,便于施工質(zhì)量的。因為整個電網(wǎng)是由起重設(shè)備放置的,所以起重設(shè)備的能力和起升運動的控制尤為重要。整體吊裝方法適用于各種場地、吊裝設(shè)備的網(wǎng)架。施工是控制網(wǎng)架同步吊裝和控制網(wǎng)架在空氣中的位移。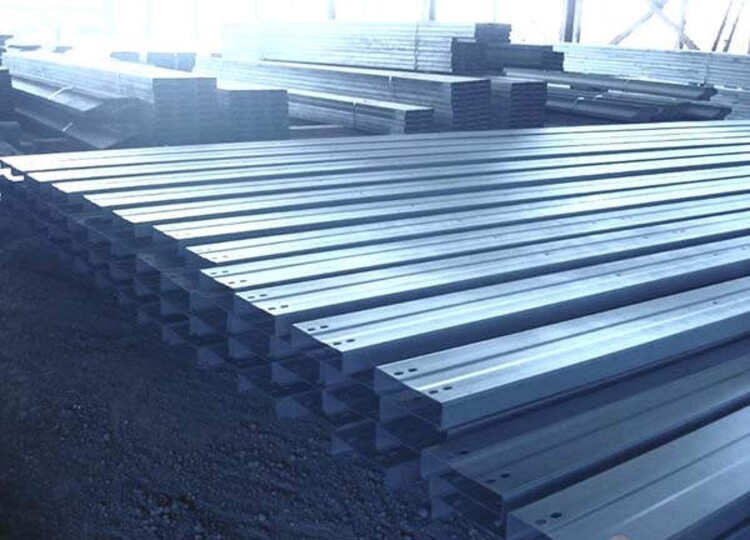
鍍鋅C型鋼結(jié)構(gòu)工程施工采用閉環(huán)控制方法,鍍鋅C型鋼設(shè)備重量輕,占地面積小,相對投資少,在立壓的時候,只是用水平輥與軋件腿端接觸,使軋件腿端始終保持平直,從而生產(chǎn)中品質(zhì),性能良好的鍍鋅帶U型鋼產(chǎn)品。鍍鋅無錫C型鋼之所以會出現(xiàn)畸變的現(xiàn)象,是因為淬火的緣故,而對于淬火畸變而言,材料的淬透性高低固然重要,但更重要的是鋼材淬透性帶寬,也就是淬透性的波動程度。這一方面是由哪些因素決定的呢?和鍍鋅帶U型鋼的材料質(zhì)量有關(guān),其次就是它的彎曲程度,也就是半徑大小有關(guān),除此以外還跟是不是穿芯軸有關(guān)。
在選擇C型鋼的時候需要注意兩大要點:
一:考慮C型鋼特點
C型鋼作為一種鋼材,其本身也是有著特的優(yōu)勢,并且不是跟其他鋼材一樣。如果沒有的性能,那么C型鋼根本無法在鋼材世界的地位。一般而言,在選擇C型鋼的時候,人們就需要關(guān)注其特點,選到的鋼材符合實際的需求。
二:考慮C型鋼承受
到目前為止,C型鋼絕大多數(shù)都被人們使用在建筑領(lǐng)域,成為一款重要鋼材。在建筑領(lǐng)域當中,其擔負的作用非常大。不過,如果人們不能合理算計其承受能力,那么就容易出現(xiàn)倒塌等現(xiàn)象,給房屋建筑造成的損失。
C型鋼制作焊接球的方式表常用的有兩種,一種是熱軋,一種是冷軋。而市場上的焊接球基本都是熱軋的,將鋼板下料熱軋成半球,然后通過接卸加工、裝配焊接的方式形成一個球體。這種方式生產(chǎn)出來的焊接球有一個致命的弱點,那就是容易產(chǎn)生壁厚不均的現(xiàn)象。而關(guān)于C型鋼球的圓度,一定要控制在較佳狀態(tài),避免出現(xiàn)較大的誤差。否則不僅會影響到球的拼裝尺寸,還會造成節(jié)點偏心,使得成品球直徑偏小。如果將C型鋼用在高層鋼結(jié)構(gòu)中,為了提高其穩(wěn)固性,通常采用的都是鋼混凝土組合結(jié)構(gòu),而承重力要以直接的線路傳遞到結(jié)構(gòu)中,不同為了追求經(jīng)濟而選擇筒為了加外框的形式。
為了C型鋼在鋼結(jié)構(gòu)運用,鋼材的切斷要盡可能在剪切機上或鋸床上進行,特別是對于薄壁型鋼屋架,這樣才能確保精切的下料。這種方式不僅可以提高工作效率,還能有質(zhì)量的保障。材料從C型鋼機的尾部進入之后,經(jīng)過各種壓輥的壓制,從頭部輸出成型后的C型鋼。這不僅使得必要的生產(chǎn)加工工藝得到了的優(yōu)化,同時提高了生產(chǎn)下來,還能C型鋼產(chǎn)品具有均勻的壁厚和復(fù)雜的界面形狀。為了達到正確的壁厚,C型鋼機在壓制C型鋼的時候,使用的模具是由一個的上模和一些大小規(guī)格尺寸相同的下模構(gòu)成的。在加工之前將它們安裝到位,不僅要上模與下模能夠順利的,還得確保四周邊間隙均勻,這樣壓制的C型鋼才能壁厚均勻。
打孔是C型鋼加工過程中的工藝之一。C型鋼通常都是由C型鋼成型機自動加工成型的,然后在在此基礎(chǔ)上進行打孔作業(yè),經(jīng)過測長確定出打孔的位置,然后利用相關(guān)設(shè)備沖出拉筋圓孔、橢圓連接孔等不同作用的孔,再將型材切斷就可以使用了。由于設(shè)備越來越,C型鋼的打孔也能實現(xiàn)自動化,效率提高了很多。打好孔的C型鋼用途就更加廣泛了,典型的就是為支撐支護固件結(jié)構(gòu)的穩(wěn)定性。