常見切割方法
火焰切割:
原理:利用燃氣(如乙炔、丙烷、天然氣)與氧氣混合燃燒產生的高溫來加熱金屬,使其達到燃點后噴射高壓氧氣流,使金屬發生劇烈氧化(燃燒),形成氧化物(熔渣)并被高壓氧流吹走,從而實現切割。
特點:成本低,是切割厚金屬板經濟有效的手段。但熱影響區大,熱變形較大,斷面粗糙且多有掛渣。
適用材料:主要用于切割碳鋼板,對不銹鋼、銅鋁等金屬效果不佳。
切割厚度:大切割厚度可達兩米。
等離子切割:
原理:利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口。
特點:切割速度快,尤其在切割普通碳素鋼薄板時,速度可達氧切割法的5~6倍。切割面光潔,熱變形小,熱影響區較少。
適用材料:不限于切割碳板,不銹鋼、銅鋁料及鎳鈦金屬等都能勝任。
切割厚度:一般用來切割厚度100mm以內的材料。
線切割:
原理:在電火花穿孔、成形加工的基礎上發展起來的,利用電火花加工原理進行切割。
特點:切割精度高,但切割效率相對較低。
適用材料:適用于切割各種導電材料。
切割厚度:受限于設備能力和加工要求。
選擇水刀切割:
需要、無熱變形切割的場合(如航空航天零件、精密模具)。
切割復合材料或多層材料(如鋼板+橡膠)。
對環保要求嚴格的區域(如食品加工設備制造)。
鋼板加工廠家在選購切割設備的時候還要考慮到板材的常規厚度,雖然薄厚板之間只是厚度上的差異,但是切割設備使用不當的話還是會導致各類切割問題的發生。那目前有沒有一種設備是可以薄板和厚板切割都實現效果的。經過不斷的試驗發現,只有輕型龍門數控等離子切割機才有這樣的功能。
我們知道,針對薄板一般都是采用等離子切割,才能得到的切割質量。而中厚板的話,則需要使用火焰切割工藝,以切割的安全性。也就是說,只要在輕型龍門數控切割機上安裝雙機頭,就可以使等離子切割和火焰切割同時存在,并根據不同的需要靈活轉換,這樣不管是薄板還是厚板,都能由一臺設備進行加工,提高工作效率的同時也減少的成本投入。在缺乏深入了解和全面知識的基礎上,用戶們對鋼板切割的很多方面還存在有誤差,特別是在使用的切割工藝和切割設備上。
在一些用戶的意識中,就認為等離子切割要優于傳統的火焰切割,但事實并非全部如此,只是因為我們在對設備的認識上存在偏差。那這種偏差是怎么造成的呢。原因有很多,比如一方面由于等離子切割機的成本相對比較高;另一方面是因為火焰切割機作業的材料有限制,而等離子切割機在這一塊并不存在這樣的問題,等等。這些都使得用戶片面的認為它的切割質量也會。無論是火焰切割機還是等離子切割機,它本身的精度有多高,用其切割出的零件的精度都會有誤差存在,這是切割機的切割工藝所決定了的,所以設備本身的精度并不是非常重要。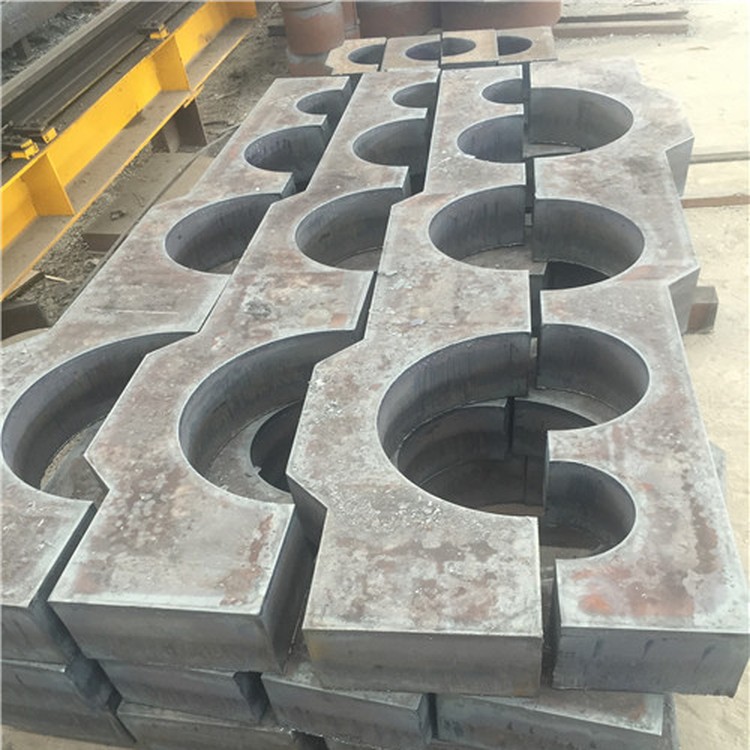
鋼板切割的操作工藝在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在mm范圍內。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。
根據自動切割及半自動切割方式的不同,調整各把割的距離,確定后拖量,并考慮割縫補償;在切割過程中,割傾角的大小和方向主要以鋼板厚度而定。在進行厚板氣割時,割嘴與工件表面保持垂直,待整個斷面割穿后移動割嘴,轉入正常氣割,氣割將要到達終點時應略放慢速度,使切口下部完全割斷。氣割前去除鋼材表面的污垢,油脂,并在下面留出一定的空間,以利于熔渣的吹出。氣割時,割炬的移動應保持勻速,割件表面距離焰心以—mm為宜,距離太近會使切口邊沿熔化,太遠熱量不足,易使切割中斷。









