Hi,歡迎來到黃頁88網(wǎng)!
鄭州閆工教育科技有限公司是一家致力于機(jī)械行業(yè)職前培訓(xùn)機(jī)構(gòu)。常年開設(shè)計(jì)機(jī)械制圖、CAD制圖、UG產(chǎn)品設(shè)計(jì)、UG分模、UG模具設(shè)計(jì)、UG三軸數(shù)控編程、CNC四軸編程等課程。擁有短期培訓(xùn)、中長期培訓(xùn)、網(wǎng)絡(luò)直播培訓(xùn)等多個(gè)學(xué)習(xí)平臺,擁有自已的實(shí)習(xí)工廠和設(shè)計(jì)工作室,學(xué)員可以隨時(shí)進(jìn)行實(shí)訓(xùn)!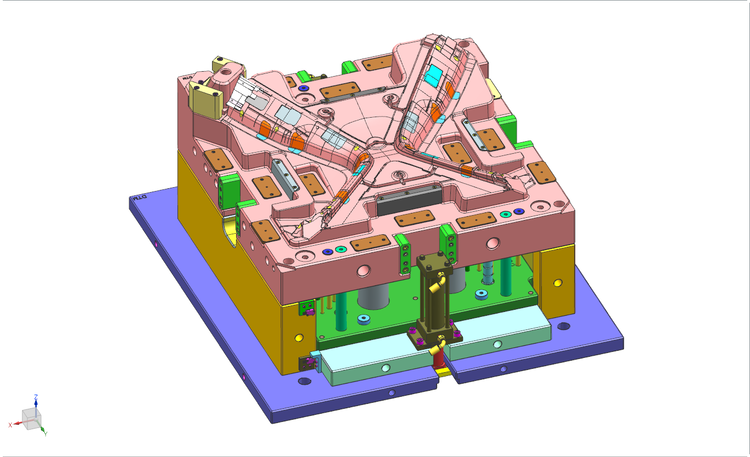
針對社會現(xiàn)狀,教學(xué)主要圍繞就業(yè)指導(dǎo)咨詢、素質(zhì)拓展訓(xùn)練、建立評價(jià)體系、職業(yè)生涯規(guī)劃四個(gè)環(huán)節(jié)展開,在素質(zhì)拓展領(lǐng)域不斷創(chuàng)新,追求,在調(diào)整心態(tài)、個(gè)人定位、提高自信、團(tuán)隊(duì)協(xié)作、自我實(shí)現(xiàn)等方面,全面增強(qiáng)學(xué)員的個(gè)人競爭力。
創(chuàng)新是閆工發(fā)展永恒的原動力,閆工積極參與科技應(yīng)用和觀念創(chuàng)新,充分拓展閆工生存空間,創(chuàng)建并保持機(jī)構(gòu)的核心競爭力。
精加工時(shí)主要零件加工的精度和表面質(zhì)量,故通常精加工時(shí)零件的終輪廓應(yīng)由后一刀連續(xù)精加工而成。為加工質(zhì)量,一般情況下,精加工余量以留0.2-0.6mm為宜,粗、精加工之間,好隔一段時(shí)間,以使粗加工后零件的變形得到充分恢復(fù),再進(jìn)行精加工,以提高零件的加工精度。
模具設(shè)計(jì)學(xué)習(xí)可以分為4個(gè)階段:軟件操作,模具結(jié)構(gòu),設(shè)計(jì)步驟,設(shè)計(jì)思維。
UG軟件操作:步是基礎(chǔ),也是要掌握的。這個(gè)是要熟練操作熟悉的,一步步學(xué),打好UG軟件扎實(shí)的基礎(chǔ),后面才不會掉鏈子。
模具結(jié)構(gòu):這是重中之重的知識,有很多小白就是困惑在這里,不懂結(jié)構(gòu),一副活生生的模具在這里,知道是模具,拆開就不知道什么是什么,那件怎么裝配,鉗工也做不好。還談什么嗎設(shè)計(jì)啊。所以知道結(jié)構(gòu),起碼知道哪個(gè)部件是什么作用,才有可能去設(shè)計(jì)的。
設(shè)計(jì)步驟:這個(gè)就需要點(diǎn)門檻了,因?yàn)槿绻麤]有親身指導(dǎo)的話很難入門的,有些大學(xué)生的課堂,你們的老師可能是師范學(xué)校出身,沒有親自進(jìn)入工廠從事過設(shè)計(jì)工作,所以傳授給你的更多是書本理論經(jīng)驗(yàn)。所以現(xiàn)在看看剛畢業(yè)的大學(xué)生,能自己分模就已經(jīng)很好了。正因如此,社會中出現(xiàn)了各種機(jī)構(gòu)培訓(xùn),不管是網(wǎng)絡(luò)培訓(xùn)還是實(shí)地工作室培訓(xùn)到處都是。應(yīng)該說是給我們了一個(gè)很好的學(xué)習(xí)平臺,我們不必反感,無論他們是出于利益還是處于教學(xué)的目的,他們都給了我們一個(gè)渠道快速掌握知識的渠道。因?yàn)闆]有哪個(gè)人除非自己親戚,除了這個(gè),就連非常熟悉的人你師傅也沒義務(wù)一步步教你怎么去做,那些非常小的細(xì)節(jié)。至于培訓(xùn)結(jié)果如何,這所有的事情其實(shí)都看自己的,你要學(xué)才能學(xué)好,你去學(xué)才能學(xué)會。
設(shè)計(jì)思維:這個(gè)就是后話了,需要熟練掌握設(shè)計(jì)以后才會有自己的思維出現(xiàn)。
切削加工中,為了大限度地提高加工質(zhì)量和重復(fù)精度,正確地選擇和確定合適的刀具,對于一些具有挑戰(zhàn)性的高難度加工,刀具的選擇尤其重要。
CAD/CAM 系統(tǒng)通過在高速擺線刀具路徑中控制吃刀弧長,而獲得的切削精度。當(dāng)銑刀切入轉(zhuǎn)角或切入其它復(fù)雜幾何形狀時(shí),吃刀量也不會增大。為了充分利用這種技術(shù)進(jìn)步,刀具制造商設(shè)計(jì)開發(fā)了的小直徑銑刀。小直徑銑刀通過采用高速刀具路徑,能在單位時(shí)間內(nèi)切除更多工件材料,獲得更高的金屬去除率。
在加工時(shí),刀具與工件表面接觸過多,容易導(dǎo)致刀具很快失效,一種有效的經(jīng)驗(yàn)法則是:使用直徑約為工件窄部位尺寸1/2 的銑刀。當(dāng)銑刀半徑小于工件窄部位尺寸時(shí),刀具就有左右移動的空間,并能獲得小的吃刀角度。銑刀可以采用更多的切削刃和更高的進(jìn)給率。此外,采用直徑為工件窄部位尺寸1/2 的銑刀時(shí),可以保持較小的吃刀角度,且在刀具轉(zhuǎn)向時(shí)也不會增大。
采用較新的高速刀具路徑時(shí),銑刀在轉(zhuǎn)角處發(fā)出的聲音與直線切削時(shí)并無二致。銑刀在切削過程中所發(fā)出的聲音都相同,表明其未受到大的熱沖擊和機(jī)械沖擊。銑刀在每次轉(zhuǎn)向或切入轉(zhuǎn)角時(shí)都發(fā)出尖嘯聲,則表明可能需要減小銑刀直徑尺寸,以減小吃刀角度。切削發(fā)出的聲音保持不變,表明銑刀承受的切削壓力均勻一致,并未隨著工件幾何形狀的變化而上下波動,這是因?yàn)槠涑缘督嵌仁冀K保持恒定。
安陽數(shù)控編程培訓(xùn)隨到隨學(xué),UG建模培訓(xùn)
價(jià)格面議

鄭州數(shù)控編程培訓(xùn)滾動開班,車銑復(fù)合編程培訓(xùn)
價(jià)格面議
許昌數(shù)控編程培訓(xùn)正規(guī)機(jī)構(gòu),車銑復(fù)合編程培訓(xùn)
價(jià)格面議
鶴壁數(shù)控編程培訓(xùn)隨到隨學(xué),cnc數(shù)控編程培訓(xùn)
價(jià)格面議
鄭州數(shù)控編程培訓(xùn)專業(yè)機(jī)構(gòu),CAD機(jī)械制圖培訓(xùn)
價(jià)格面議
漯河數(shù)控編程培訓(xùn)報(bào)價(jià),CAD機(jī)械制圖培訓(xùn)
價(jià)格面議




