鋼模板加工過程的工藝、工序、工部全程,嚴格遵循國家標準(組合鋼模板技術規范)GB50214——2001的相應對技術標準操作。
組合肋板角鋼槽鋼及其它型鋼順直無變形(變形死彎),主要受力處的筋肋選用整料、對于異形折角圓弧等無法使用整料的部位嚴格按照 操作。
摸板加工制作所需用的各類鋼材;其外觀質量、鋼材材質符合國家標準的后鋼材,必要時應嚴格控制鋼材的含碳量。
鋼模板加工過程對于面板折角處的處理選用在折彎機上折彎,圓角半徑無要求時按鋼板厚度的1.5倍為折彎半徑值。
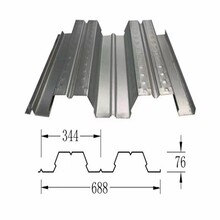
鋼模板組合;每節組合高度1200mm墩身端側半圓弧邊與標準塊組合、托盤與墩帽分解組合,標準組合塊1700×1202mm肋板間距3500×4500肋板高度(面板+肋高)86mm。
鋼模板加工對于肋板的配制;帶有異形角、面的部其肋板加工在卡模上焊接定型用樣板反復矯正、嚴禁徒手制作。
鋼模板又稱(免拆模板網)可替代木模板,顯著地減少了通常與木材、膠合板、或鋼板等傳統封模板對混凝土壓力中的孔隙水壓力及氣泡的排除;鋼模板(免拆模板網)結構混凝土澆注成形后,形成了一個理想的粗糙界面。不需要進行粗琢作業可以進入下一道工序施工.既可以在安裝鋼筋之前放置,也可以在安裝鋼筋之后放置。如果是在安裝鋼筋之前放置,放置安裝方便簡易;可以對混凝土的澆注過程進行可視化監控,從而降低出現孔隙和蜂窩狀結構等現象的風險。