缸筒作為油缸、礦用單體支柱、液壓支架、炮管等產品的主要部件,其加工質量的好壞直接影響整個產品的壽命和可靠性。缸筒加工要求高,其內表面粗糙度要求為Ra0.4~0.8μm,對同軸度、耐磨性要求嚴格。缸筒的基本特征是深孔加工,其加工一直困擾加工人員。采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高缸筒疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了缸筒內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
液壓油缸的工作原理,主要有五個部件。先說它的基本5個部件:1-缸筒和缸蓋,2-活塞和活塞桿,3-密封裝置,4-緩沖裝置,5-排氣裝置。 每種缸的工作原理幾乎都是相似的,拿一個手動千斤頂來說,千斤頂其實也就是個簡單的油缸了。通過手動增壓稈(液壓手動泵)使液壓油經過一個單向閥進入油缸,這時進入油缸的液壓油因為單向閥的原因不能再倒退回來,逼迫缸桿向上,然后再做功繼續使液壓油不斷進入液壓缸,就這樣不斷上上升,要降的時候就打開液壓閥,使液壓油回到油箱,這個是簡單的工作原理,其他的都是在這個基礎上改進的,氣缸跟油缸的原理基本相同。
滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.
無切削加工技術安全、方便,能控制精度,幾大優點: 1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形消除,硬度提高HV≥4° 4、加工后有殘余應力層,提高疲勞強度提高30%。 5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。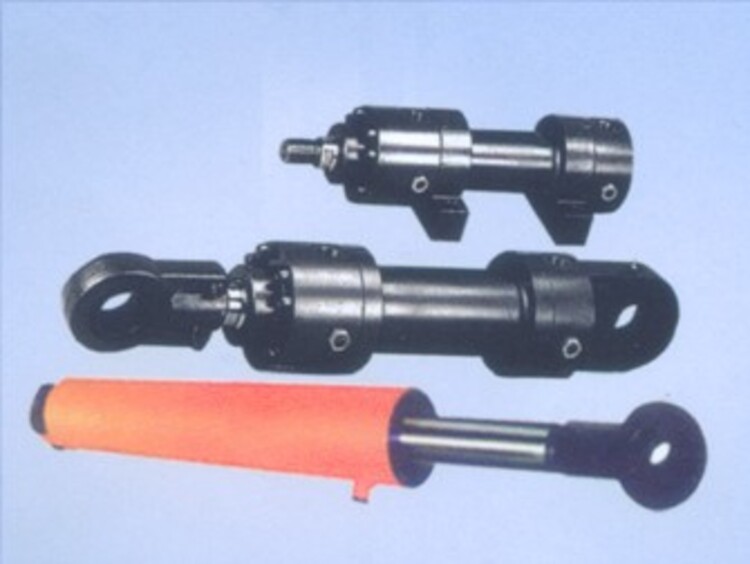
系統沖洗的目的就是消除或大限度地減少設備的早期故障。沖洗的目標是提高油液的清潔度,使系統油液的清潔度保持在系統內關鍵液壓元件的污染耐受度內,以液壓系統的工作可靠性和元件的使用壽命。
正確的換油步驟應放掉液壓油箱中的液壓油,清洗干凈油箱后加入新液壓油,再拆下回路總管,啟動發動機后低速運轉,使油泵工作,分別操縱各機構,靠液壓油將回路中的舊油逐一排出,直至回油總管有新油流出為止,后,將回油總管與油箱連接,往油箱中補充新液壓油至規定位置即可。





