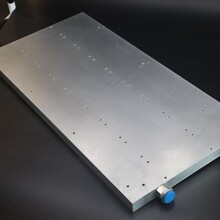
外觀
散熱器由鋁制成,表面可陽極處理,光滑明亮,也可根據客戶需要噴灑不同顏色的陽極噴砂(銀、白.黑色等。壓鑄鋁表面粗糙,需要噴涂,不利于散熱。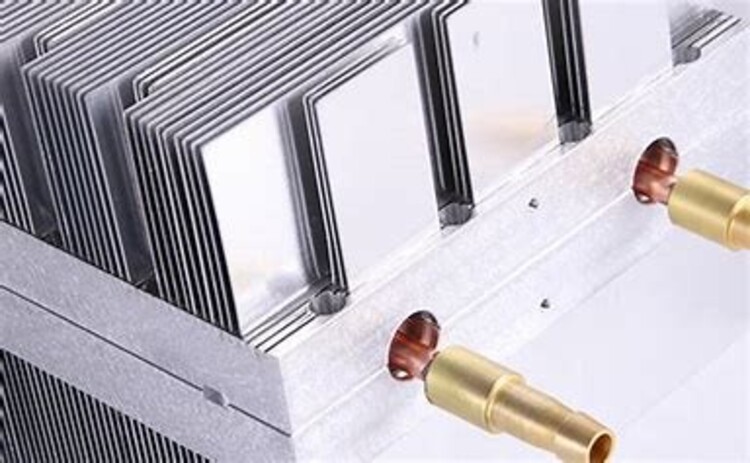
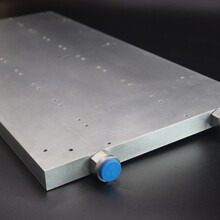
水冷板的焊接方式有:氮氣保護釬焊,真空釬焊,氬弧焊,攪拌摩擦焊等。焊接方式的選用與材質和產品的厚度有關,氮氣保護釬焊和真空釬焊通常適用于產品壁薄,質量小的產品如熱交換器,雷達天線等,焊接母材通常選用AL3003,AL4004,AL4045,AL4043等;氬弧焊接由于起弧溫度高,加上有氬氣保護,可以焊接任意形式鋁材,但是由于氬焊溫度高,焊接的母材需比較厚,焊接時容易產生局部變形,焊縫需要后加工處理,加工面有砂眼,裂紋等缺陷。氬焊通常采用手工操作,具有不穩定性。攪拌摩擦焊接特別適用于鋁合金的焊接,具有缺陷率低、綠色環保的技術特點,是厚壁較大型的冷板制作的焊接工藝。以上無論何種焊接方式,焊縫周圍都需要注意材料無雜質,否則影響焊接產生缺陷。
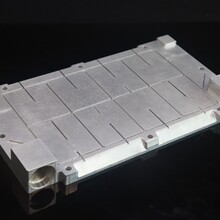
沖壓流道和凸包這種大平板式的冷板設計迎合了當前快充和大模組、CTP的設計思路,是當前的主要應用趨勢。另外,根據是否存在模組、界面材料TIM、箱體和電芯,這4者與冷板的位置來劃分,冷板至少有6種的布置方案,其中箱體集成水冷板是目種比較受歡迎的設計思路。